Extras din curs
APLICAŢII PRACTICE ASUPRA DEFORMĂRII PLASTICE A
MATERIALELOR
2.1. CONSIADERAŢII GENERALE
Deformarea plastică a materialelor se bazează pe proprietăţile de plasticitate şi este concepută ca o însuşire a acestora de a se deforma ireversibil, în condiţiile păstrării integrităţii corpului deformat, a continuităţii substanţei. Prin deformare plastică se înţelege modificarea formelor în întreg volumul sau numai după anumite direcţii ale materialului supus procesului de prelucrare.
Principalele operaţii de deformare plastică volumică a materialelor sunt: matriţarea, forjarea, ambutisarea şi ştanţarea. Procesul se poate aplica la cald sau la rece.
Principalele operaţii de deformare axială a materialelor sunt: tragerea, laminarea şi extrudarea. Procesul se poate aplica pentru tragere numai la rece şi pentru celelalte procedee la cald sau la rece.
2.2. MATRIŢAREA
2.2.1. Matriţarea materialelor metalice
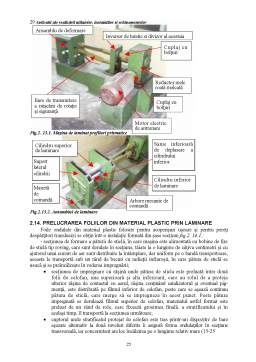
Matriţarea este un procedeu de deformare plastică volumică, la care materialul supus prelucrării este deformat între două semimatriţe. Ea se poate realiza atât la cald, cât şi la rece pentru materialele metalice. Schema de principiu a unei matriţe pentru prelucrarea unui material metalic este prezentată în fig.2.2. 1.
Ea este formată din două semimatriţe una superioară 5 şi una inferioarã 6, care au prelucrate în interiorul lor cavităţile superioară 4 şi inferioară 3, precum şi magazia de surplus de material 1. Cele două semimatriţe sunt separate de un plan de separaţie 2.
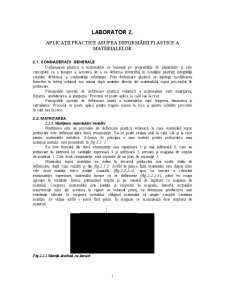
Materialul supus matriţării va suferi în decursul prelucrării mai multe stadii de deformare, după cum rezultă şi din fig.2.2.2. Astfel în prima fază, materialul este dispus între cele două matriţe, într-o poziţie coaxială, (fig.2.2.2.a), apoi, ca urmare a coborârii semimatriţei superioare, materialul începe să se deformeze (fig.2.2.2.b), până va ocupa aproape în totalitate forma, pătrunzând treptat şi pe canalul de legătură cu magazia de material. Curgerea materialului prin puntiţă şi respectiv în magazie, datorită secţiunilor transversale mici ale acestora în raport cu volumul piesei, va determina producerea unei rezistenţe ridicate la curgerea metalului, obligând materialul să umple complet cavitatea matriţei. Se obţine astfel o piesă fără goluri. În magazie se acumulează doar surplusul de material.
Fig.2.2.1 Matriţă deschisă cu bavură
15 Aplicaţii ale realizării utilajelor, instalaţiior şi echipamentelor
Fig.2.2.2. Fazele matriţării a. faza iniţială şi b. faza de coborâre
Aceste stadii de deformare sunt în mare măsură influenţate de mai mulţi factori:
- materialul piesei prelucrate, acesta are influenţă directă asupra forţei de matriţare. Astfel, cu cât rezistenţa la rupere şi cea la curgere a materialului sunt mai ridicate, cu atât mai mare va fi forţa necesară pentru matriţare. Pentru reducerea forţelor de matriţare, deformarea se poate realiza la cald, caz în care rezistenţa la curgere a materialului scade foarte mult. În această situaţie însă, precizia dimensională a piesei şi calitatea suprafeţelor scad;
- forma constructivă a matriţelor, aceasta influenţează curgerea materialului prin razele de racordare şi prin pantele de înclinare ale pereţilor laterali ai celor două semimatriţe şi în acelaşi timp asigură posibilitatea de extragere a produsului matriţat dintre matriţe;
- viteza de deformare.
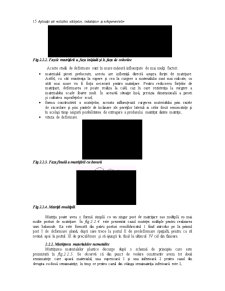
Fig.2.2.3. Faza finalã a matriţării cu bavură
Fig.2.2.4. Matriţă multiplă
Matriţa poate avea o formă simplă cu un singur post de matriţare sau multiplă cu mai multe posturi de matriţare. În fig.2.2.4. este prezentat cazul matriţei multiple pentru realizarea unei balamale. Ea este formatã din patru posturi semifabricatul 1 fiind introdus pe la primul post I de deformare planã, după care trece la postul II de predeformare spaţialã, pentru ca sã revină apoi la postul III de precalibrare şi să ajungă în final la ultimul IV cel din finisare.
2.2.2. Matriţarea materialelor nemetalice
Matriţarea materialelor plastice decurge după o schemă de principiu care este prezentată în fig.2.2.5. Se observă că din punct de vedere constructiv avem tot două semimatriţe care apasă materialul, una superioară 1 şi una inferioară 2 pentru cazul din dreapta cu două semimatriţe, în timp ce pentru cazul din stânga semimatriţa inferioară este 3,
Fig.2.2.5. Matriţarea materialelor ne metalice
O formă specială a operaţiei de matriţare este cea la care elementul activ de matriţare este aerul sau un element activ elastic uşor deformabil. În fig.2.2. 6. este prezentată soluţia pentru matriţarea unui recipient de tipul celor de ambalat suc.
Fig.2.2. 6. Procedeul de formare cu ajutorul sacului de presiune
Spre deosebire de procedeele descrise anterior, la acest procedeu numit şi sacul de presiune se foloseşte un sac închis adaptat formei dintr-un material relativ gros de exemplu o folie de cauciuc sau de material plastic sau direct un mediu gazos. Folosirea cauciucului pentru sacul de presiune face necesar ca între armătura îmbibată şi sac să se insereze o folie de poliacetat de vinil, de policlorură de vinil sau de polietilenă, deoarece cauciucul este atacat de poliesterul ne întărit şi adesea exercită o acţiune de inhibare asupra acestuia. Acest procedeu este indicat pentru fabricarea de elemente de construcţie mijlocii până la mici, la care partea exterioară urmează să prezinte suprafaţa finisată. Procesul de fabricaţie impune să se fo1osească drept formă o matriţă. Pe armătura impregnată se aşează sacul de presiune cu un dispozitiv adecvat şi se fixează cu cleme de fixare. După aceasta se introduce în sac presiunea. Întărirea se accelerează
Preview document



























Conținut arhivă zip
- Aplicatii Practice asupra Deformarii Plastice a Materialelor.doc
Alții au mai descărcat și

Memoriu justificativ În prezent, necesitatea introducerii în producţie a noi tehnologii şi metode de prelucrare perfecţionate, moderne şi de...


13. ASAMBLARILE ELASTICE (ARCURILE) 13.1. Consideratii generale 13.1.1. Definitii Asamblarile elastice se realizeaza prin interpunerea pieselor...

1.1 Noiuni generale Fiabilitatea este o caracteristic` de calitate, ce ast`zi reprezint` una dintre principalele cerine ale beneficiarilor....
Fiabilitatea poate fi determinat` [n urm`toarele moduri: - previzional - cu ajutorul tabelelor de date privind durata de via` sau rata...

Generatorul de abur reprezinta o instalatie termicÎ care utilizeazÎ energia termica rezultatÎ prin arderea combustibililor clasici sau prin...

Turbomasinile sunt masini rotative la care comprimarea gazului sau vaporilor se obtine prin actiunea unui rotor asupra curentului permanent de gaz,...

2.1. Blocul motorului 2.1.1. Conditii functionale Blocul motorului constituie elementul structural al motorului, determinând constructia generala...
Te-ar putea interesa și

CAPITOLUL I PROIECTAREA CINEMATICĂ A CUTIEI DE VITEZE 1.1.CONSIDERAŢII GENERALE Cutiile de viteze constituie mecanismele de reglare ale...

A1.Proiectarea procesului tehnologic de prelucrare. Aceasta parte a proiectului are ca scop final stabilirea, pe baza unor considerente tehnice si...

CAPITOLUL 1: Studiu bibliografic 1.1 Introducere Dezvoltarea impetuoasă a ştiinţei şi tehnicii determină tendinţe noi în prelucrarea metalelor...

PARTEA I GENERALITĂŢI. PREZENTARE TEMĂ ŞI MATERIAL Realizarea unei piese forjate cu caracteristici mecanice cât mai bune, este condiţionată în...

1. Enuntul temei: Sa se proiecteze tehnologia si echipamentul tehnologic necesar pentru executia prin deformare plastica la cald a reperului ax cu...

Introducere În prezent, tehnologiile care implică procese de deformare plastică severă a aliajelor metalice, în special a celor fără aport termic,...

CAPITOLUL 1 INTRODUCERE Se numeşte circuit electric (reţea electrică) o înlănţuire continuă de elemente de circuit şi surse de energie (de...

A.PROIECTAREA PROCESULUI TEHNOLOGIC DE PRELUCRARE A.1. Analiza piesei 1.1 Rolul funcțional al piesei In lipsa unui desen de ansamblu, se vor...