Extras din curs
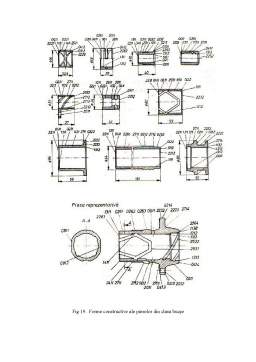
Strunjirea este procedul de prelucrare la care îndepartarea din semifabricat se realizează pe strung, cu ajutorul unei scule numita cuţit, semifabricatul executînd de obicei mişcarea principală, de rotaţie, iar cuţitul efectuînd mişcarea de avans. Datorită multitudinii pieselor cu forma de rotaţie, necesare a se realiza în construcţia de masini, ca şi datorită multiplelor posibilitaţi de prelucrare prin strunjire, strungurile sunt cele mai răspândite maşini-unelte pentru aşchierea metalelor.
Strungurile se pot clasifica după mai multe criterii:
După poziţia axei de rotaţie a mişcarii principale, strungurile pot fi orizontale sau verticale (carusel).
După gradul de automatizare si productivitate, strungurile sunt de mai multe feluri: normale, revolver, semiautomate sau automate.
Strunguri normale se numesc acelea la care fiecare suprafaţa a piesei de prelucrat se realizează ca urmare a unor comenzi si mânuiri individuale pentru fiecare trecer in parte, efectuate de strungar. Aceste strunguri se utilizează la producţia de unicate si de serie mică.
La strungurile revolver se pot realiza piese scurte, in serie mică si mijlocie, cu ajutorul unor scule prinse intr-un in cap revolver şi reglate iniţial cu ajutorul unor opritoare, la cota dorită.
Deplasarea sculelor in vederea apropierii lor de piesa de prelucrat şi in mişcarea de avans se face de obicei prin mânuiri individuale, executate de strungar.
Strungurile semiautomate se caracterizeaza prin faptul ca toate fazele de lucru, cu excepţia alimentării cu semifabricate şi a desprinderii pieselor finite, sunt realizate într-un ciclu automat.
La strungurile automate, se realizează in mod automat şi aceste faze. Strungurile semiautomate şi cele automate se utilizează in producţia de serie mare si de masa.
Dupa destinaţie si construnţie, strungurile se pot clasifica în urmatoarele categorii: strunguri universale, specializate şi speciale.
Strungurile universale sunt cele normale , deoarece pot executa o gama foarte mare de tipuri si dimensiuni de suprafeţe si piese.
Strungurile sunt acelea ce pot prelucra o gama mai restrânsă de piese, de exemplu piese scurte, realizate ditr-o singură prindere a semifabricatului sub forma de bara (cazul strungurilor revolver, semiautomate si a celor automate cu destinaţie largă).
Din aceiaşi categorie fac parte strungurile carusel, destinate a prelucra piese grele şi cu diametre mari, strungurile frontale, care prelucreazaă piese scurte şi cu diametre mari, realizând mişcarea principală în jurul unui ax orizontal, ca şi cele de copiat şi cele cu comanda programată numeric, magnetic etc.
Strungurile speciale sunt acelea destinate prelucrării unui singur tip de suprafeţe. În această categorie se pot grupa strungurile de detalonat, strungurile pentru decojit laminate, pentru strunjit roţi de locomotivă, pentru filetat etc.
STRUNG NORMAL
În industrie strungul normal este cel mai frecvent utilizat, datorită caracterului universal al destinaţiei sale. Mai este denumit strung universal, paralel sau oriyontal.
El are posibilitatea de a prelucra piese scurte sau lungi, din bară sau din semifabricate individuale, dintr-o singură prindere, sau din mai multe prinderi.
Piesele complicate pot fi prelucrate integral la un singur strung, într-o singură operaţie, sau în flux tehnologic pe mai multe maşini succesive, în mai multe operaţii. În fiecare din aceste operaţii se prelucrează câte o suprafaţă sau câte un grup de suprafeţe.
SCHEMA CINEMATICĂ DE PRINCIPIU
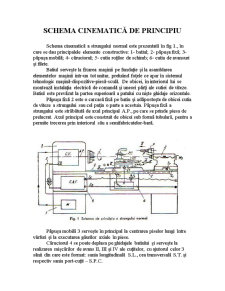
Schema cinematică a strungului normal este prezentată în fig 1., în care se dau principalele elemente constructive: 1- batiul; 2- păpuşa fixă; 3- păpuşa mobilă; 4- căruciorul; 5- cutia roţilor de schimb; 6- cutia de avansuri şi filete.
Batiul serveşte la fixarea maşinii pe fundaţie şi la asamblarea elementelor maşinii intr-un tot unitar, preluând foţele ce apar în sistemul tehnologic maşină-dispozitive-piesă-sculă. De obicei, în interiorul lui se montează instalaţia electrică de comandă şi uneori părţi ale cutiei de viteze. Batiul este prevăzut la partea superioară a patului cu nişte ghidaje orizontale.
Păpuşa fixă 2 este o carcasă fixă pe batiu şi adăposteşte de obicei cutia de viteze a strungului sau cel puţin o parte a acestuia. Păpuşa fixă a strungului este străbătută de axul principal A.P., pe care se prinde piesa de prelucrat. Axul principal este construit de obicei sub formă tubulară, pentru a permite trecerea prin interiorul său a semifabricatelor-bară.
Păpuşa mobilă 3 serveşte în principal la centrarea piselor lungi între vârfuri şi la executarea găurilor axiale în piese.
Căruciorul 4 se poate deplasa pe ghidajele batiului şi serveşte la realizarea mişcărilor de avans II, III şi IV ale cuţitelor, cu ajutorul celor 3 sănii din care este format: sania longitudinală S.L., cea transversală S.T. şi respectiv sania port-cuţit – S.P.C.
Cutia roţilor de schimb 5 şi cutia de avansuri şi filete 6 adăpostesc mecanisme cu roţi dinţate, necesare pentru realizarea mecanizării mişcărilor de avans II şi III.
Preview document




























Conținut arhivă zip
- Studiu Documentar privind Procesele de Strunjire.doc
Alții au mai descărcat și


Raportul se stabileste în conformitate cu programa practicii de iniţiere în atelierele didactice cu succesiunea lucrului îndeplinit în secţii,...

1 ¦ PROBLEME GENERALE ALE AUTOMATIZĂRII MAŞINILOR UNELTE 1.1 INTRODUCERE După mecanizare, care l-a eliberat pe om de muncile fizice obositoare,...

Cursul nr. 1. Introducere. 1.1 Mașina unealta. Definiții Mașină: Sistem tehnic alcătuit din corpuri solide, cu mișcări relative determinate,...

1 ROLUL ȘI EVOLUȚIA PRELUCRĂRILOR PRIN AȘCHIERE Prelucrare prin așchiere este un proces mecanic de îndepărtare sub formă de așchii a unui strat...
Curs nr.2 sem 1 fizică Elemente de biomecanică. Aplicaţii în mediul înconjurător Definiţii, clasificări, traiectorie, sisteme de referinţă,...
Rolul Arborilor: Să transmită mişcarea; Rol de susţinere a altor organe; Rolul funcţional este îndeplinit dacă: - arborii au fost proiectaţi...
1. Elemente de bază ale mediului MATLAB 1.1. Introducere Matlab este un mediu interactiv, de înaltă performanţă, utilizat pentru calcule...