Extras din laborator
1.1 Scopul lucrarii
Scopul lucrarii este identificarea formelor de organizare a asamblarii in atelierele de productie unde se desfasoara lucrarile de laborator dela disciplina Tehnologii si Echipamente de Asamblare.Se vor face comparatii intre mai multe forme de asamblare care se pot aplica in cadrul aceluiasi atelier de productie.
1.2 Notiuni de baza
În construcţia de maşini, formele de organizare a asamblării sunt condiţionate de caracterul producţiei şi de particularităţile constructive ale produsului respectiv. Astfel se pot distinge formele de organizare a asamblării prezentate în figura 1.2. Fig.1.2. Formele de organizare a asamblării
1.2.1. Asamblarea staţionară : se caracterizează prin aceea că produsul sau unitatea de asamblare rămâne la acelaşi loc de muncă tot timpul procesului de asamblare.
În acest caz, asamblarea este considerată că are loc dintr-o singură operaţie, care se execută de obicei de către unul sau mai mulţi muncitori organizaţi pe echipe
1.2.1.1. Asamblarea staţionară cu ritm liber, este caracterizată în principal de faptul că timpii de operaţie nu sunt fixaţi rigid, ci variază în funcţie de necesarul de faze de asamblare , ajustare şi de numărul de muncitori.
Asamblarea staţionară cu ritm liber se utilizează de obicei, în cazul producţiei de unicate, la asamblarea prototipurilor. Produsul se asamblează într-un loc fix . unde echipa de muncitori este dotată cu tot necesarul de scule şi dispozitive universale.
1.2.1.2. Asamblarea staţionară cu ritm impus. Se practică în cazul fabricaţiei de serie mică şi mijlocie a utilajelor grele şi cu gabarit mare, unde condiţiile de gabarit şi rigiditate a piesei de bază impun necesitatea menţinerii produsului pe un loc fix în timpul operaţiei de asamblare.
În cazul acestei metode de asamblare, procesul tehnologic de asamblare se diferenţiază în mai multe operaţii, astfel încât să se poată executa la mai multe locuri
1.2.2. Asamblarea mobilă
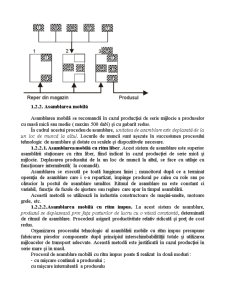
Asamblarea mobilă se recomandă în cazul producţiei de serie mijlocie a produselor cu masă mică sau medie ( maxim 500 daN) şi cu gabarit redus.
În cadrul acestui procedeu de asamblare, unitatea de asamblare este deplasată de la un loc de muncă la altul. Locurile de muncă sunt aşezate în succesiunea procesului tehnologic de asamblare şi dotate cu sculele şi dispozitivele necesare.
1.2.2.1. Asamblarea mobilă cu ritm liber. Acest sistem de asamblare este superior asamblării staţionare cu ritm liber, fiind indicat în cazul producţiei de serie mică şi mijlocie. Deplasarea produsului de la un loc de muncă la altul, se face cu utilaje cu funcţionare intermitentă( la comandă).
Asamblarea se execută pe toată lungimea liniei ; muncitorul după ce a terminat operaţia de asamblare care i s-a repartizat, împinge produsul pe calea cu role sau pe cărucior la postul de asamblare următor. Ritmul de asamblare nu este constant ci variabil, funcţie de fazele de ajustare sau reglare care apar în timpul asamblării.
Această metodă se utilizează în industria constructoare de maşini-unelte, motoare grele, etc.
Preview document










































































Conținut arhivă zip
- Tehnologii si Echipamente de Asamblare
- l1.docx
- l2.docx
- Tehnologii si Echipamente de Asamblare.pdf
Alții au mai descărcat și

DIAGNOSTICAREA MECANISMULUI MOTOR Generalitati Schimbarea starii tehnice a mecanismului motor (piston, cilindru, biela, arbore motor, lagare...

1.ARGUMENT Automobilul este un vechicul rutier, carosat si suspendat pe roti care se deplaseaza prin mijlocul de propulsie propriu, in diferite...

Lucrarea de laborator nr.1 1. Cunoasterea operatiilor, a ştantelor şi matriţelor 1.1. Scopul lucrãrii. Lucrarea are drept scop sã prezinte...

1.1 OBIECTIVELE LUCRĂRII - Cunoașterea și însușirea tehnicii de realizare a schemei de proces pe operații. - Utilizarea schemei de proces pe...

Scurt istoric O dată cu dezvoltarea industriei auto, numărul de autovehicule a crescut simțitor. Dacă în anii 1900, în America, singura țară care...

• Introducere relatii Miscarea oscilatorie armonica rectilinie. Definitie: Un punct material executa o miscare oscilatorie armonica rectilinie...

CONtINUTUL SI STRUCTURA PROCESULUI TEHNOLOGIC DE ASAMBLARE 1.1. Locul asamblãrii în cadrul procesului tehnologic de fabricatie Locul asamblãrii...

1. Obiectivele si necesitatea mecanizarii si automatizarii proceselor de sudare Procesele de asamblare prin sudare sunt deosebit de complexe, iar...
Te-ar putea interesa și

Introducere Tehnologia sudării este o ramură deosebit de importantă în industria Construcțiilor de Mașini, estimându–se că în proporție de 40% din...

Factori in evaluarea tarilor dezvoltate, au in vedere ca o mare parte din necesarul industriilor lor in cadrul competitiei tehnologice si economice...

Argument Întocmirea proiectului ajută la formarea capacităţii de folosire a infor-maţiilor de către viitorii absolvenţi pentru integrarea lor în...

Cap. 1: Date de identificare a firmei si activitatea curenta 1.NUMELE FİRMEİ: S.C TECH-BOLT S.A 2.CODUL UNİC DE ÎNREGİSTRARE: RO 14241661/...

- Calculul necesarului de timp, Nt, pentru operaţia de termolipire, conform relaţiei: Nt = k ∙ tb (min) unde: k – coeficient al opririlor, având...

1. Date initiale. Generalitati. Notiuni introductive. Procesul de productie consta în totalitatea actiunilor care au ca rezultat transformarea...

B. PARTEA GRAFICĂ 1. Sistematzarea sectorului cu amplasarea utilajelor - 1 coală f A1 2. Elaborarea locului de muncă - 1 coală f A1 3. Fişa de...

1. Studiul produsului și analiza tehnologică a) Descrierea produsului Produsul este fabricat in cadrul firmei SC RDM SRL si este destinat...