Cuprins
- 1. Tema proiectului 2
- 2. Memoriu Justificativ 4
- 2.1. Studiul proceselor tehnologice care se desfasoara in atelierul proiectat. 4
- 2.2 Stabilirea fluxului tehnologic in atelierul proiectat 8
- 3 Calculul necesarului de utilaje de baza si auxiliare 9
- 3.1 Calculul numarului de masini de formare prin scuturare-presare 9
- 3.2 Calculul necesar de masini individuale de turnare centrifuga sau de turnare sub presiune 10
- 3.3 Calculul lungimii conveiorului de formare-turnare 11
- 4. Calculul necesarului de materii prime si materiale 13
- 5. Calculul necesarului de energie electrica, apa, aer, gaz metan etc. 14
- 6. Stabilirea suprafetelor productive si auxiliare 15
- 7. Determinarea suprafetelor productive si auxiliare 16
- 8. Determinarea necesarului de forta de munca 17
- 9. Norme de tehnica securitatii muncii. 17
- 10. Concluzii 23
- 11 Bibliografie 24
Extras din proiect
1. Tema proiectului
Sa se proiecteze un atelier de formare-turnare care sa deserveasca o turnatorie de otel cu capacitatea de 500 tpb/an.
2 Memoriu Justificativ
2.1. Studiul proceselor tehnologice care se desfasoara in atelierul proiectat
In sectia de turnare-formare se intalnesc rezultatele a o serie de etape de proces: amestecul de formare, miezurile, aliajul lichid, modelele etc. care duc la realizarea obiectivului acestei etape: piesa turnata, racita si dezbatuta.
A. Amplasarea sectorului (atelierului) de formare-turnare
Atelierul de formare-turnare-dezbatere se amplaseaza in asa fel incat agregatele pe care se obtine piesa turnata sa asigure cel mai scurt drum pentru metalul lichid intre topire si rampa de turnare, ca si pentru piesa dezbatuta intre dezbatere si curatire.
In cazul turnarii pe linii mecanizate sau automate de formare-turnare se recomanda ca amplasarea acestora sa fie dispusa in lungul sectiei de formare-turnare, cu spatii libereintre ramurile conveioarelor pentru asigurarea traficului cu utilajele de turnare.[1]
Satisfacerea dezideratelor de mai sus asigura:
- transportul aliajului lichid pe cele mai scurte si simple trasee cu minimum de consum energetic si de timp pentru transport;
- pierderile minime de caldura din aliajul eleborat intre descarcarea din agregatul de elaborare si palnia de turnare, ca atare caderile minime de temperatura la aliajul vehiculat, ceea ce reduce la strictul necesar nivelul temperaturii aliajului la descarcarea din cuptor si implicit consumul energetic pentru supraincalzire si durata ciclului de elaborare;
- racirea corespunzatoare a pieselor in forma, potrivit conditiilor de solidificare cu garantarea structurii primare si a temperaturii optime la dezbatere care sa elimine modificarea structurii si rebutarea pieselor;
- conditii optime de realizare a instalatiilor de colectare a noxelor, pe trasee optime din punct de vedere al pierderilor de presiune dar si din punctul de vedere al posibilitatilor recuperarii caldurii. [1]
Asadar amplasarea liniilor de formare-turnare si a tubulaturilor de colectare a noxelor, trebuie sa asigure pastrarea gradelor de libertate ale podurilor rulante care deservesc aceasta zona.
La capatul liniilor de formare la care se efectueaza evacuarea pieselor turnate –dezbatute, fie ca aceasta operatie se executa prin subteran, fie prin descarcarea la sol de pe transportoare cu placi, se recomanda asigurarea unei magistrale transversala axului longitudinal al halei, cu porti de intrare-evacuare la frontoanele cladirii intocmai ca la sectorul de topire-eleborare. [1]
B. Capacitatea de productie a sectorului (atelierului) de formare-turnare
Alegerea liniilor de formare-turnare, a utilajelor independente de formare-turnare, a posturilor de lucru pentru formarea manuala a instalatiilor de formare trebuie sa asigure compatibilitatea cu procesul adoptat, cu utilizare otima a spatiului, suprafetelor si capacitatilor.
Adoptarea utilajelor de formare-turnare-dezbatere precum si organizarea lor se fac in concordanta cu:
- natura si dimensiunile pieselor turnate;
- procesul tehnologic optim pentru tipul de piesa ce sa toarna;
- capacitatea de productie prestabilita;
- productivitatea omologata a utilajelor de formare-turnare-dezbatere, dupa cartea masinii si prospecte;
- conditiile economice: cheltuieli de productie pe tona de piese turnate bune. [1]
C. Clasificarea proceselor tehnologice de fabricare a formelor si exemple ale acestora
In functie de modul in catre se realizeaza formarea, turnarea si manipularea formelor, sectorul de formare poate fi:
- cu formare manuala;
- cu formare mecanizata in care ciclul de formare-turnare-dezbatere, decurge mecanizat sau automatizat.
Dupa modul in care se realizeaza formarea si turnarea intr-un sector de turnare-formare-dezbatere se disting: -turnarea in forme cu amestecuri de formare clasice; turnarea prin procedee speciale. [1]
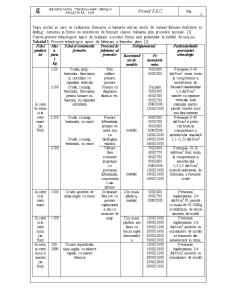
Cateva procese tehnologice tipice de realizare a acestor forme sunt prezentate in tabelul de mai jos:
Tabelul 1. Procese tehnologice tipice de fabricare a formelor pline [1]
Felul productiei Masa piesei
Kg Felul si constructia formelor Procesul de fabricare al formelor Echipamentul Particularitatile procesului tehnologic
Recomandari de modele Pe turnatorie
min.
In serie de masa si in serie mare (in flux) ≤20 Crude, nisip-bentonita, fara rame, in ciorchine cu separatie verticala Prin suflare-presare, presare
metalic
metalic 500X400
600X500 Presiunea 8-40 daN/cm2 mrez. bruta la compresiune a amestecului de formare standardizat 1,3 daN/cm2
ramele cu separare verticala sunt rationala pentru piesele turnate mici sau fara miezuri
≤100 Crude, cu nisip, bentonita, fara rame, pentru turnare cu baucata, cu separatie orizontala Presare cu diagrama elastica etc. Pachete
500X400
600X500
800X700
1000X800
1200X1000
≤250 Crude, cu nisip, bentonita, cu rame
Crude, cu nisip, bentonita, cu rame Presare diferentiala, presare cu sabot sau cu diafragma elastica 600X500
800X700
900X600
1000X800
1200X1000
1400X1000
1600X1000 Presiunea 8-40 daN/cm2 si peste, rez.bruta la compresiune a amestecului standard 1,1- (1,5) daN/cm2
≤500 Vibrare fara scuturare impreuna cu presiunea diferentiala, concomitent sau ulterior 500X400
600X750
800X700
900X600
1000X800
1200X1000
1400X1000
1600X1200 Presiunea 10-20 daN/cm2 Rez. bruta la compresiune a amestecului
1,1-2,5 daN/cm2
metoda universala de fabricatie a formelor crude
In serie si in serie mare <500 Crude, amestec de nisip-argila cu rame Scuturare fara soc cu presare suplimentara sau cu aruncare de nisip Din masa plastica, metalic 500X400
800X700
1000X800 Presiunea suplimentara 2-6 daN/cm2.Pt. piesele cu masa de 50-100Kg se utilizeaza de obicei amestec de model
In serie si in serie mica (in flux) <100 Din masa plastica sau lemn cu bucsa rapid demontabila 1200X1000
1400X1000
1600X1200
2000X1600
2500X2000
3000X1800 Presiunea suplimentara 2-6 daN/cm2.amestec cu autointarire de model se transmite din amestecator in rama.
In serie, in serie mica si unicate (in flux) 100-2000 Uscare superficiala nisip-argila cu intarire rapida, cu inarire chimica
Scuturare fara soc cu presre suplimentara
Din masa plastica sau lemn glisant rapid demontabil 1200X1000
1400X1000
1600X1200
2000X1600
2500X2000
3000X1800 Presiunea suplimentara 2-6 daN/cm2.amestec cu autointarire de model
Preview document

















Conținut arhivă zip
- Proiect PSC.doc
Alții au mai descărcat și

Elemente Arcuitoare Generalitati: Folosirea elementelor arcuitoare în constructia produselor electrotehnice este legata de principiul de...

Proiect A.S.D.N. Tema: Realizarea unui automat de sortat mere dupa diametru (diametre între 5,5 si 6 cm si între 7,5 si 8 cm) precum si dupa...


ARGUMENT Iluminat normal se refera la instalatiile utilizate zilnic,in conditii normale. Iluminatul de siguranta trebuie sa asigure evacuarea...

1. Domeniu de aplicare Norma se refera la verificarea/etalonarea voltmetrelor indicatoare si inregistratoare,destinate masurarilor de tensiuni...
Te-ar putea interesa și

Capitolul 1. PREZENTAREA ORGANIZATIEI Societatea Comerciala ICMA S.A. din Bucuresti Capitolul 1. PREZENTAREA ORGANIZATIEI Societatea Comerciala...

INTRODUCERE Sectorul terţiar şi rezidenţial, constituit în cea mai mare parte din clădiri, reprezintă peste 40% din consumul energetic final din...

INTRODUCERE ranziţia în economia de piaţă este un proces de durată, alcătuit dintr-o multitudine de sfere intercalate de activităţi economice....

1. 1. Date de identificare a firmei - Numele societatii: Steaua Electrică Fieni S.A - Capitalul social al societăţii este de 69.616.751.000lei,...

1. Introducere 1.1. Motivaţia alegerii temei Am ales această temă pentru că nu aveam cunoştinţe foarte vaste în domeniul contabilităţii...

ÎNTRODUCERE Energia electrică produsă de centralele electrice suferă mai multe transformări ale tensiunii pentru a putea fi transportată cu...

Cap.1 Sustenabilitatea finantelor Publice in zona euro „Zona euro” este termenul oficial pentru grupul de state membre care au adoptat moneda...

Sa se proiecteze centrala electrica la 0 nava in c.a. avand puterea instalata Pi = 1407,7 kw.Tensiunea de alimentare la bomele TPD este de 3 x...