Cuprins
- 1: Elaborarea specificaţiilor de proiectare 1
- 1.1 Identificarea completă a produsului 1 1.2Numărul de emitere 1
- 1.3 Conţinut 1
- 1.4 Numărul de emitere 2
- 1.5 Conţinut 2
- (a) Cerinţe de performanţă 3
- (b) Cerinţe de fabricaţie 3
- (c) Cerinţe de utilizare 3
- (d) Standarde de acceptare 3
- (e) Eliminarea deşeurilor 4
- 2: Date iniţiale de proiectare 5
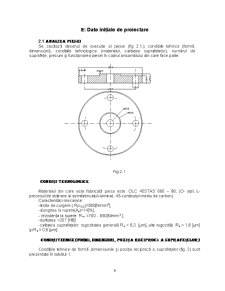
- 2.1 Analiza piesei 5
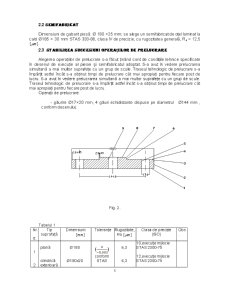
- 2.2 Semifabricat 6
- 2.3. Stabilirea succesiuni operaţiilor de prelucrare 6
- 2.4. Determinarea regimurilor de aşchiere optime, a forţelor , momentelor şi puterii de aşchiere 9
- a) Stabilirea sculei aşchietoare; 9
- b) Stabilirea adâncimii de aşchiere 10
- c) Stabilirea avansul de lucru 10
- d) Stabilirea vitezei de aşchiere, v[m/min] 10
- e) Forţa principală de aşchiere 12
- f) Momentul de aşchiere 12
- g) Puterea de aşchiere 12
- 3. Stabilirea structurii unităţii 12
- 3.1 Generarea conceptelor 12
- 3.2 Selectarea conceptului 14
- 4. Stabilirea caracteristicilor tehnice 15
- 4.1 Forţa maximă 15
- 4.2 Puterea totală de aşchiere 15
- 4.3Viteza de avans tehnologic 16
- 4.4 Viteza de apropriere rapidă 16
- 4.5 Viteza de retragere rapidă 16
- 5. Analiza /optimizarea valorilor 16
- 5.1 Calculul puterii motorului electric de acţionare a lanţului cinematic principal 16
- 5.2 Calculul puterii minime necesare acţionării lanţului cinematic de avans 17
- 5.3 Calculul cursei de lucru 17
- 6. Alegerea componentelor tipizate 17
- 6.1 Cap de forţă 17
- 6.2 Unitate de sanie 18
- 6.3 Batiu 19
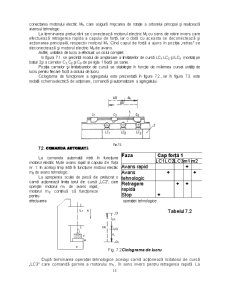
- 7. Automatizarea ciclului de funcţionare 19
- 7.1. Ciclul de lucru 19
- 7.2. Comanda automată 20 BLIOGRAFIE 22
Extras din proiect
1: Elaborarea specificaţiilor de proiectare
1.1 Identificarea completă a produsului
(a) Titlul proiectului: Elaboraţi o specificaţie de proiectare detaliată pentru produsul unitate de lucru ce trebuie utilizată la găurirea / alezarea pieselor tip flansa;
(b) Destinaţie: întreprinderi mici şi mijlocii şi agenţi privaţi din zonă;
(c) Utilizarea şi data livrării: asamblarea unui lot de piese; 24.aprilie.2009.
1.2 Numărul de emitere
(a) Istoria publicării: specificaţia de proiectare a fost publicată în data de 01.februarie.2009 în ediţia 25 a Monitorului Oficial.
(b) Specificaţii anterioare înrudite: s-au studiat specificaţii de proiectare prin aşchiere (strunguri, maşini de frezat, maşini de alezat şi frezat), centre de prelucrare, maşini cu comandă numerică, linii automate de fabricaţie.
1.3 Conţinut
(a) Cuvânt introductiv: specificaţia de proiectare ce trebuie realizată face referire atât la reperul ce se prelucrează cât şi la sculele, dispozitivele, maşinile utilizate la execuţia acestuia.
(b) Domenii în limite. Elemente incluse / excluse.
Scopul concepţiei şi realizarea specificaţiei de proiectare este acela de a obţine un număr de produse cu un preţ acceptabil în condiţii de calitate şi productivitate cerute de potenţialii clienţi declaraţi şi de normele şi standardele în vigoare.
Domenii în limită:
- de material: specificaţia de proiectare limitează materialul de prelucrat la clasa oţelurilor;
- clasa de execuţie: execuţie mijlocie conform STAS 2300–75;
- viteza de avans de lucru: 8 ÷ 500 (mm/min);
- viteza de avans rapid: 2 ÷ 5 (m/min);
- viteza de avans rapid înapoi: 4 ÷ 8 (m/min);
- limite economice: preţuri cât mai mici în condiţii calitative egale sau comparabile.
(c) Declararea obiectivelor
- elaborarea specificaţiei de proiectare a produsului unităţii de lucru pentru găurire,lărgire şi alezare;
- unitatea de lucru în timpul funcţionării trebuie să atingă un nivel de vibraţii în limite acceptabile;
- elementele componente ale unităţii de lucru trebuie astfel poziţionate şi orientate încât să se asigure precizia dimensională şi un acces uşor la mecanismele de reglare;
1.4 Definirea unor termeni specializaţi
(a.) Proces tehnologic: procesul prin care se realizează transformarea obiectului muncii în produs finit pe baza unei tehnologii de fabricaţie;
(b.) Unitatea de lucru: unitatea funcţională care susţine sculele şi asigură mişcarea principală de aşchiere şi de avans;
(c.) Maşina agregat: reprezintă un sistem compus din unităţile tipizate în construcţie modulară aşezate pe un batiu comun pe care se execută procese de aşchiere;
(d.) Linie de fabricaţie: reprezintă un sistem de maşini aşezate în o succesiune în funcţie de procesul tehnologic realizat. Linia de fabricaţie cuprinde sisteme de transfer şi înmagazinare a semifabricatelor, pieselor finite, sculelor sisteme de comandă şi control; are funcţionare ritmică.
1.5 Specificaţii
(a) Cerinţe de performanţă
• Funcţii:
• Funcţie principală – susţine scule şi asigură mişcarea principală de rotaţie şi avans a sculelor aşchietoare;
• Funcţie auxiliară – susţine instalaţia de răcire, dispozitivele de orientare şi fixare a pieselor, sisteme de transfer.
• Cerinţe:
• Tip piesă: flanşă.
• Rol funcţional.
• Volum producţie: 30.000 buc/an.
• Alte cerinţe:
- calitatea suprafeţei după prelucrare;
- operaţiile de prelucrare;
- clasa de execuţie;
- sculele aşchietoare utilizate;
- regimuri de aşchiere;
(b) Cerinţe de fabricaţie
- Procese: GĂURIRE ;
- Material: OLC 45;
- Asamblare şi expediere: ambalaj tip cutie lemn; transport – auto;
- Data livrării: 25.aprilie.2009.
- Ritm de livrare;
(c) Cerinţe de utilizare
a. Instalarea produsului este completă. Aceasta include: ambalarea, timpul necesar, furnizarea de instrucţiuni la nivel de pricepere cerut la instalare.
b. Utilizarea: se specifică următoarele:
- numărul de operatori necesari: 1/schimb;
- nivelul de pricepere: calificaţi pentru prelucrarea prin aşchiere;
- sursa de alimentare: curent alternativ 380V/50 Hz/16 A;
- consumul maxim de energie: P=5.5 kW;
c. Întreţinerea: din faza de proiectare ne axăm pe o politică de minimalizare a timpului de nefuncţionare, de asigurare a unei asamblări corecte, de regulă a interschimbabilităţii pieselor componente. Se specifică: elementele de siguranţă, nivel de ungere, de asemenea se specifică dacă trebuie să fie o întreţinere de rutină sau reparaţii capitale.
Preview document












Conținut arhivă zip
- Automatizarea Proceselor si Sistemelor de Productie.doc
Alții au mai descărcat și

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...
Te-ar putea interesa și

1. SISTEME DE FABRICAŢIE Conceptul de sistem apare în formă embrionară în filosofia antică greacă. Afirmând că „întregul este mai mult decât suma...

CAPITOLUL I PREZENTAREA GENERALĂ A FIRMEI HONEYWELL Inc. 1.1. Scurt istoric al corporaţiei Honeywell Inc. Istoria Honeywell a început în anul...

INTRODUCERE Lucrarea „ Proiectarea acţionărilor electropneumatice din componenţa unei staţii de sortare automată” are ca scop prezentarea...

CAPITOLUL I SISTEME DE PRODUCŢIE 1.1. Scurtă prezentare a evoluţiei sistemelor de producţie Dezvoltarea producţiei de bunuri materiale a făcut...

1. ACTIVITATEA DE PRODUCTIE 1.1. CONCEPTUL DE PRODUCTIE SI SISTEM DE PRODUCTIE Sistemul reprezinta un ansamblu de componente, aflate intr -o...

Memoriu justificativ Tema proiectului are în vedere modalităţi moderne de control şi comandă a motoarelor electrice trifazate cu rotor în...

1. Scurta prezentare a evolutiei sistemelor de productie Dezvoltarea productiei de bunuri materiale a facut obiectul multor dezbateri teoretice,...

I. Achiziția datelor şi conducerea proceselor cu computerul I.1 Generalități Utilizarea calculatoarelor numerice în industrie şi cercetare se...