Cuprins
- 1. Analiza şi completarea datelor iniţiale (de bază) provind proiectarea tehnologică a aparatului şi subansamblului precizate în tema proiectului.
- 1.1. Analiza desenului şi a condiţiilor tehnice (analiza corectidunii construcţiei din punct de vedere al standardelor şi normativelor în vigoare şi corectarea sau completarea desenului anexat temei, precizarea principalelor caracteristici tehnice ale aparatului, verificarea alegerii materialelor pentru subansamblul precizat în temă).
- 1.2. Analiza programului de producţie şi precizarea bazei materiale disponibile pentru fabricarea subansamblului precizat în tema proiectului.
- 1.3. Întocmirea desenelor de execuţie pentru elementele (reperele) precizate în tema proiectului.
- 2. Proiectarea tehnologiei de fabricaţie pentru primul element (reper) precizat în temă (realizabil prin operaţii de prelucrare prin aşchiere).
- 2.1. Alegerea semifabricatului.
- 2.2. Întocmirea filmului tehnologic (succesiunea operaţiilor, aşezărilor şi fazelor).
- 2.3. Proiecatre bazării şi fixării pentru operaţiile din filmul tehnologic.
- 2.4. Stabilirea adosurilor de prelucrare.
- 2.5. Proiectarea fiecărei operaţii din filmul tehnologic (alegerea maşinii, sculelor şi dispozitivelor de lucru, stabilire parametrilor de regim, stabilire normelor tehnice de timp pentru operaţia precizată, întocmirea fişei tehnologice de prelucrare mecanică a elementului).
- 2.6 Întocmirea documentaţiei tehnologice finale (fişe pe aşezări).
- 3. Proiectarea tehnologiei de fabricaţie pentru cel de-al doilea element (reper) precizat în temă (realizabil prin operatii de deformare plastică şi sudare).
- 3.1. Alegerea semifabricatului.
- 3.2. Întocmirea filmului tehnologic (succesiunea operaţiilor, aşezărilor şi fazelor).
- 3.3. Proiectarea bazării şi fixării pentru opreraţiile din filmul tehnologic şi alegerea dispozitivelor de montaj-sudare.
- 3.4. Stabiliea adaosurilor de prelucrare.
- 3.5. Proiectarea fiecărei operaţii din filmul tehnologic (alegerea maşinii, sculelor şi dispozitivelor de lucru, stabilirea parametrilor de regim).
- 3.6. Întocmirea documentaţiei tehnologice finale (fişe pe aşezări).
- 4. Proiectarea tehnologiei de montaj pentru subansamblul precizat în tema proiectului.
- 4.1. Întocmirea filmului tehnologic de montaj (succesiunea operaţiilor de montaj).
- 4.2. Proiectarea sumară a opreraţiilor de montaj (alegerea utilajelor , sculelor şi dispozitivelor de montaj, stabilire principalilor parametri ai regimului de lucru, normarea operaţiilor de sudare).
- 5. Prescripţii privind controlul calităţii şi recepţia subansambului precizat în tema proiectului.
- 6. Norme de tehnica securităţii şi protecţia muncii la realizarea elementelor componente şi la montajul subansamblului precizat în tema proiectului.
- 7. Concluzii finale.
Extras din proiect
CAPITOLUL I.
Analiza şi completarea datelor iniţiale (de bază) provind proiectarea tehnologică a aparatului şi subansamblului precizate în tema proiectului.
1.1. Analiza desenului şi a condiţiilor tehnice (analiza corectidunii construcţiei din punct de vedere al standardelor şi normativelor în vigoare şi corectarea sau completarea desenului anexat temei, precizarea principalelor caracteristici tehnice ale aparatului, verificarea alegerii materialelor pentru subansamblul precizat în temă).
Desenul de execuţie al aparatului „cameră distribuţie” a fost executat conform standardelor in vigoare, la scara 1:5.
În desen nu sunt precizate caracteristicile tehnice de lucru ale aparatului, condiţiile tehnice de lucru ale aparatului condiţiile tehnice de execuţie control şi tratament termic, detalii de sudură.
Numărul de proiecţii este suficient pentru înţelegerea desenului.
Desenul este prevăzut cu indicator şi nu prezintă erori de desenare.
Analiza se va realiza în conformitate cu prevederile prescripţiilor tehnice C4 – 83 (care prevăd următoarele):
- recipientul va fi prevăzut cu racorduri în vederea circulaţiei fluidelor de lucru;
- la sudarea elementelor recipientelor sub presiune se vor folosi îmbinările cap la cap;
- îmbinările cap la cap se recomandă a fi amplasate astfel încât să nu fie solicitate la încovoiere;
- este interzisă intersectarea cusăturilor sudate ale corpului recipientului;
- cusăturile longitudinale ale virolelor cilindrice trebuie decalate cu o distanţă cel puţin egală cu de 3 ori grosimea tablei mai groase, însă nu mai puţin de 100 mm;
- este interzisă acoperirea îmbinărilor sudate ale corpului recipientului de către alte elemente care să se sudeze de acestea;
- amplasarea orificiilor se va face astfel încât să nu fie practicate pe îmbinările sudate sau în imediata apropiere a acestora;
Având în vedere cele de mai sus, realizând corelaţia dintre acestea şi elementele aparatului rezultă corectitudinea construcţiei din punct de vedere al standardelor şi normativelor
Preview document





















Conținut arhivă zip
- Calculul si Filmul Tehnologic Racord Tip Flansa.doc
Alții au mai descărcat și

OL50 face parte din norma STAS 500/ 1,2-80 Compoxiţie chimică: C= maxim 0,3 Mn = maxim 0,85 Si = maxim 0,4 Recomandări de utilizare: elemente...

Cap.1. Proiectarea tehnologiei de fabricare a elementelor mecanismului de distribuţie ce echipează autoturismul Dacia Logan 1.4 MPI 1.1. Analiza...

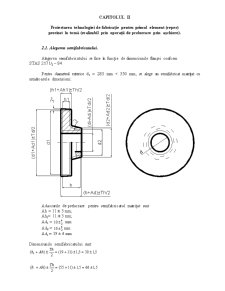
În general, pentru reprezentarea flanselor, în desenul de executie se folosesc doua proiectii: o sectiune longitudinala, în care apare grosimea...

1. ANALIZA CONSTRUCTIV TEHNOLOGICA A PIESEI DE PRELUCRAT Prin analiza constructiv-tehnologica inginerul tehnolog identifica in desenul de...

Capitolul 1. Analiza documentaţiei de execuţie. 1.1. Rolul funcţional al piesei în cadrul ansamblului din care face parte. Reperul face parte din...

A. Cutit de strung TEMA PROIECTULUI Sa se proiecteze un cutit de strung cu placuta brazata pentru prelucrarea piesei, din materialul OL60, din...

1 Analiza constructiv tehnologică a piesei de prelucrat Piesa de prelucrat este - roată dinţată şi face parte din clasa de piese „roţi dinţate”....

1. Studiul tehnic 1.1. Studiul piesei pe baza desenului de produs finit. 1.1.1. Analiza posibilitatilor de realizare a preciziei macro si micro...