
Extras din proiect
Reprezinta una din cele mai numeroase categorii de masini automate, asigura prelucrarea pieselor de revolutie, cu dimensiuni reduse si mijlocii. Miscarile de lucru si auxiliare sunt realizate de catre mecanismele de comanda si distributie pe baza unui program bine stabilit.
Dupa sistemele de automatizare se deosebesc:
-strunguri cu automatizare mecanica (came)
-strunguri cu automatizare secventiala (electrohidraulica sau electromecanica)
Dupa numarul axelor principale se deosebesc:
-strunguri monoax
-strunguri multiax
Strungurile automatizate sunt caracterizate printr-un înalt grad de concentrare tehnologica a operatiilor. Aceasta înseamna ca se prelucreaza dintr-o prindere un numar mare de suprafete, ceea ce necesita folosirea unui numar sporit de scule, succesiv sau simultan.
A.Strunguri cu automatizare mecanica.
Folosesc pentru prelucrarea pieselor de dimensiuni reduse (diametrul maxim de prelucrare din bara 65-100 mm, iar în universal 160-850 mm )
Strungurile cu automatizare mecanica pot fi: monoaxe sau multiaxe, iar din punct de vedere constructiv cele monoaxe pot fi:
-strunguri de retezat si profilat
-strunguri de strunjit longitudinal
-strunguri revolver
Strungurile de profilat si retezat
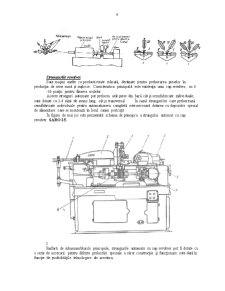
Prelucreaza numai pese din bare rotunde si profilate sau tevi. Saniile, în numar de doua , mai rar trei, nu au decât miscare radiala de aceea nu pot realiza decât operatii de strunjire transversala (canelare, retezare, strunjire profilata) Schemele de principiu ale strungurilor de profilat si retezat sunt prezentate în figura de mai jos.
Srungurile de strunjit longitudinal.
Sunt folosite la prelucrarea pieselor de dimensiuni mici, cu diametre de 10-12 mm si lungimi pâna la 200 mm Prin particularitatile constructive, aceste masini permit prelucrarea pieselor cu o precizie ridicata. Din schema de principiu rezulta ca acest strung se caracterizeaza prin faptul ca în afara de miscarea principala, piesa executa si miscarea de avans long. Saniile transversale se gasesc pe
o luneta suport care sprijina semifabricatul în timpul prelucrarii. Prin combinarea miscarii saniilor cu avansul long. se pot obtine suprafete conice si profilate.Pentru prelucrarea suprafetelor frontale
strungurile longitudinale sunt dotate cu o papusa care poate avea doua trei axe port-scula, fixe sau rotative pentru scule de gaurit si filetat.
Strungurile revolver.
Sunt masini unelte cu productivitate ridicata, destinate pentru prelucrarea pieselor în productia de serie mica si mijlocie. Caracteristica principala este existenta unui cap revolver, cu 6 -16 pozitii pentru fixarea sculelor.
Aceste strunguri automate pot prelucra atât piese din bara cât si semifabricate individuale, sunt dotate cu 2-4 sanii de avans long. cât si transversal În cazul strungurilor care prelucreaza semifabricate individuale pentru automatizarea completa este necesara dotarea cu dispozitiv special de alimentare care se monteaza în locul saniei portcutit .
În figura de mai jos este prezentata schema de principiu a strungului automat cu cap revolver SARO 25.
Înafara de subansamblurile principale, strungurile automate cu cap revolver pot fi dotate cu o serie de accesorii pentru diferite prelucrari speciale a caror constructie si functionare este data în functie de posibilitatile tehnologice ale acestora.
Preview document





































Conținut arhivă zip
- Camele pentru Strungul Automat.doc
Alții au mai descărcat și

Intretinerea urmareste sa mentina masinile, utilajele si instalatiile in conditii normale de exploatare intre doua reparatii consecutive, reducand...

TEMA PROIECTULUI: Sa se realizeze tehnologia de prelucrare a piesei Flansa ovala , avându-se în vedere un lot de 500 de bucati. CAPITOLUL 1....

1. Memoriu de prezentare 1.1. Descrierea generala a podului rulant multioperational din punct de vedere constructiv si functional Podul rulant...

PROBLEMATICA GENERALA A ROBOTILOR INDUSTRIALI Robotica reprezinta un vast domeniu interdisciplinar, care cuprinde, atât din punct de vedere...


Consideratii generale Transmisiile mecanice dintre motor si masina electrica de lucru maresc sau micsoreaza viteza, respectiv momentul transmis;...

Sa se proiecteze procesul tehnologic de fabricatie (pentru o productie de 10000 bucati pe an ) si reconditionare (pentru o productie de 1000 de...

Te-ar putea interesa și

Cap.1. Proiectarea tehnologiei de fabricare a elementelor mecanismului de distribuţie ce echipează autoturismul Dacia Logan 1.4 MPI 1.1. Analiza...

CAPITOLUL I 1. ABORDAREA PLANULUI DE AFACERI DIN PUNCT DE VEDERE TEORETIC 1.1. NECESITATEA PLANIFICĂRII LA NIVELUL FIRMEI Întreprinzătorii sunt...

CAPITOLUL 1 PREZENTAREA SOCIETĂŢII COMERCIALE LLCo SUC. AEM IAŞI S.A. 1.1. SCURT ISTORIC Luxten Lighting Company, Sucursala AEM IAŞI a fost...

1. MANAGEMENTUL SCHIMBĂRII ORGANIZAŢIONALE Managementul schimbării furnizează elementele conceptuale şi practice pentru ca indivizii, echipele şi...


Tema proiectului Să se proiecteze procesul tehnologic de prelucrare prin aşchiere a reperului din figura pentru o producţie de serie mica. 1....

Masini de frezat Masinile de frezat în mecanica fina se caracterizeaza prin dimensiuni mai mici, precizie mai mare si un numar important de...
