
Cuprins
- I. FABRICATION DU PRODUIT 3
- 1. DESCRIPTION DU PRODUIT 3
- 2. GAMME DE FABRICATION DES ELEMENTS COMPOSANTS 6
- 2.1. ELABORATION DU BRUT PAR FORMAGE 6
- 2.2. ELABORATION DE PIECES FINIES PAR USINAGE 6
- 2.3. Succession des opérations dans la gamme d’usinage 7
- ÉLEMENTS DE COUPE ET DE PASSE : 7
- 2.4. Différents procédés d'usinage : 7
- FRAISAGE 7
- PERÇAGE 8
- ALESAGE 9
- RECTIFICATION 10
- 3. ELABORATION DU PROGRAMME AVEC COMMANDE NUMERIQUE (CN) POUR UNE OPERATION D’USINAGE 83
- II. ANALYSE DE LA VALEUR 85
- 1. NOTIONS D’ANALYSE DE LA VALEUR 85
- 2. Recherche du besoin fondamental 87
- 3. RECHERCHE DES FONCTIONS DE SERVICES 88
- 4. DESCRIPTION DE SOLUTIONS TECHNOLOGIQUES 90
- 5. Dimensionnement technique des fonctions du produit 94
- 6. Dimensionnement économique des fonctions du produit 94
Extras din proiect
I. FABRICATION DU PRODUIT
1. Description du produit
Le mot produit englobe tous les articles ou objets commercialisables issus d’opérations de production ou de service.
Un produit est prévu, conçu et fabrique pour répondre et satisfaire au besoin d’un utilisateur.
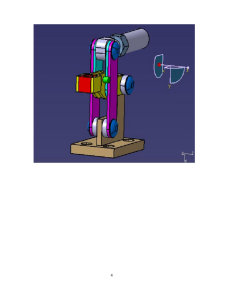
Dessin 3D du système
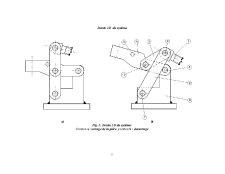
Dessin 2D du système
a) b)
Fig. 3. Dessin 2D du système:
Position a : serrage de la pièce, position b : desserrage
- boulon oeil 1
- brides 2, 3, 4
- cheville de blocage 5
- corps dispositif 6
- Rivet normalisé 7, 8, 9, 10
2. Gamme de fabrication des éléments composants
La gamme de fabrication de système précis de fixation avec brides articulées est nécessaire pour réaliser l’Analyse de la Valeur de ce système. Cette mise en pratique se fera pour chaque élément composant du système.
L’élaboration de chaque élément composant peut se faire par 4 méthodes d’élaboration, comme :
- fonderie + usinage
- formage + usinage coupe + rectification
- mécano soudage + découpage
- mécano soudage + usinage
De ces 4 méthodes nous avons choisi: formage + usinage coupe + rectification
2.1. Elaboration du brut par formage
Production de pièces métalliques relativement peu épaisses souvent en très grandes séries, par déformation plastique du matériau, a partir de bruts, principalement en feuilles, en lopins, en bandes.
- Le choix d’un procédé de formage est fonction du type de pièces à produire, ce qui conditionne le brut nécessaire.
- La quantité à produire conditionne l’outillage plus ou moins optimisé, pour les pièces dont le brut est obtenu a partir de flans découpes dans la feuille de tôle métallique.
- Les dimensions et la forme de brut sont conditionnées, avec le procède, par le type de pièces a obtenir.
a) Dans les différents procédés de formage, nous utilisons : formage par laminage, a partir de bruts en tôles épaisses et de lingots métalliques issus de fonderie.
b) L’opération d’estampage peut se réaliser par mise au rond d’un lopin étiré par forgeage, entre tas de forme ou estampes.
2.2. Elaboration de pièces finies par usinage
Pendant son usinage, une pièce est mise en position et maintenue dans le référentiel de la machine-outil à l'aide d'un appareillage appelé montage d'usinage. Nous appelons prise de pièce le modèle associé à ce montage d'usinage. La prise de pièce assure la fonction de mise en position de la pièce, appelée posage, et la fonction de maintien de cette pièce, appelée bridage, pendant son usinage. La mise en position assure le respect des tolérances des cotes de fabrication, issues des cotes fonctionnelles, définies et placées dans le référentiel de la pièce par le concepteur. Le maintien sur cette position permet d'assurer l'équilibre de la pièce pendant toute la durée de son usinage. Généralement les pièces sont réalisées en série.
La prise de pièce doit alors garantir une position dans une plage admissible pour l'ensemble des pièces de la série dans le référentiel de la machine-outil. Parmi les principales causes de non qualité des pièces mécaniques obtenues par usinage, une prise de pièce mal adaptée est très souvent citée. Les principales causes de rebut dues à la prise de pièce proviennent soit d'un mauvais réglage de la mise en position de la pièce dans le référentiel de la machine-outil, soit d'un mouvement non contrôle de la pièce dans son ensemble en cours d'usinage, soit des déformations de la pièce ou des dispersions sur la position de la pièce dans le référentiel de la machine-outil.
2.3. Succession des opérations dans la gamme d’usinage
L'usinage est un ensemble de techniques de fabrication de pièces mécaniques. Le principe de l'usinage est d'enlever de la matière de manière à donner à la pièce brute la forme voulue, à l'aide d'une machine-outil. Par cette technique, on obtient des pièces d'une grande précision. Lors de l'usinage d'une pièce, l'enlèvement de matière est réalisé par la conjonction de deux mouvements relatifs entre la pièce et l'outil : le mouvement de coupe (vitesse de coupe) et le mouvement d'avance (vitesse d'avance). Il existe deux manière de générer la surface recherchée : par travail de forme ou par travail d'enveloppe. Dans le cas du travail de forme c'est la forme de l'outil qui conditionne la surface finalement obtenue. Dans le cas du travail d'enveloppe, c'est la trace de l'arête de l'outil qui travaille (le point générateur) qui donne la surface finale.
Preview document









































































































Conținut arhivă zip
- L'ingenierie et Management de Conception et de Fabrication du Systeme de Fixation avec Brides Articulees.doc