Cuprins
- Capitolul 1. Determinarea parametrilor regimului de sudare .4
- Capitolul 2. Stabilirea variantei de realizare a asamblării reperului.8
- Capitolul 3. Stabilirea distribuţiei şi a valorilor forţelor de strângere necesare pentru asamblarea prin sudare în mod mecanizat.13
- Capitolul 4. Stabilirea schemei de centrare şi strângere, alegerea acţionării.16
- Capitolul 5. Dimensionarea şi amplasarea elementelor de strângere.21
- Capitolul 6. Alegere şi proiectare elemente tipizate şi netipizate pentru realizarea şi imprimarea vitezei de sudare, dar şi pentru poziţionarea subansamblului de sudat în cadrul ciclului de lucru.25
- Capitolul 7. Proiectarea schemei pneumatice de acţionare şi comandă.29
- Capitolul 8. Proiectarea schemei electrice de comandă şi de automatizare a instalaţiei.34
- Capitolul 9. Explicarea detaliată a modului de funcţionare a instalaţiei de asamblare mecanizat – automatizat a reperului dat.39
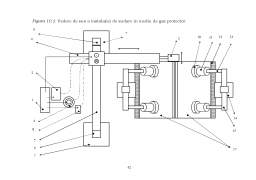
- Capitolul 10. Desen de ansamblu pentru instalaţia mecanizată de realizare a asamblării prin sudare a reperului dat.41
Extras din proiect
CAPITOLUL 1
DETERMINAREA PARAMETRILOR REGIMULUI DE SUDARE
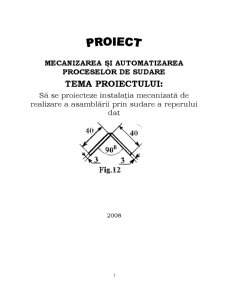
Ansamblul de sudat este alcătuit din două repere care se vor îmbina prin sudură de colţ pe muchie.
Grosimea tablelor s = 3 mm
Lăţimea tablelor l = 40 mm
Lungimea reperelor L = 500 mm
Cele două repere se vor suda cu arc în mediu de gaz protector.
Pentru stabilirea parametrilor tehnologici la sudarea MAG – CO2 se parcurg două etape principale:
A. Alegerea modului de transfer
Pentru sudarea MIG/MAG a subansamblului format din două table ce se sudează pe muchie se alege transferul în arc scurt ( short – arc ) care este caracteristic sudării cu curenţi cu intensităţi mici, pentru table subţiri. Arcul electric se întrerupe periodic, în momentul în care se formează puntea de metal topit, între sârmă şi componentele de sudat. Numărul întreruperilor este de 100 – 200 într-o secundă, fiind cu atât mai mare cu cât curentul de sudare este mai mare.
B. Stabilirea parametrilor tehnologici în funcţie de modul de transfer
1. Polaritatea curentului de sudare este determinată în funcţie de modul de transfer. Pentru transferul short – arc se foloseşte atât polaritatea directă (DC-) cât şi polaritate inversă ( DC+ ).
2. Diametrul sârmei electrod ( de ) se alege în funcţie de modul de transfer adoptat, de grosimea elementelor îmbinării şi de dimensiunile rostului. Astfel pentru sudarea MIG/MAG a subansamblului se alege sârmă electrod cu diametrul de = 1,6 mm.
3. Intensitatea curentului de sudare ( IS ) se stabileşte în funcţie de diametrul sârmei electrod şi modul de transfer cu ajutorul relaţiei:
IS = 125,5 . de – 32,25 [A] (1.1)
IS = 125,5 . 1,6 – 32,25 = 168,55 A
Tensiunea arcului ( Ua ) se stabileşte cu relaţia:
Ua = 15 + 0,05 . IS [V] (1.2)
Ua = 15 + 0,05 . 168,55 = 23,43 V
4. Viteza de sudare ( vS ) se determină cu relaţia:
vS = [cm/min] (1.3)
în care:
Ad – este rata depunerii [kg/oră] care se calculează cu relaţia:
Ad = 3 . 10-5. IS2 + 10-3. IS + 0,5 [kg/oră] (1.4)
Ad = 3 . 10-5. 168,552 + 10-3. 168,55 + 0,5 = 1,52 kg/oră
Având în vedere că se sudează printr-o singură trecere, Fr = Ft = 0,135 cm2.
vS = = 24 cm/min
1. Viteza de avans a sârmei electrod ( ve ) se stabileşte cu relaţia:
ve = 400 . [cm/min] (1.5)
ve = 400 . = 400 . = 161,23 cm/min
2. Debitul de gaz de protecţie ( DG ) este influenţat de forma constructivă a îmbinării, de intensitatea curentului de sudare, de tensiunea arcului, de viteza de sudare şi de mediul de lucru. DG = (18 – 20) l/min la Is = (150 – 350) A
Conform cu recomandările se alege DG = 20 l/min
3. Energia liniară ( El ) se determină în funcţie de randamentul
= ( 0,6 - 0,8 ) cu relaţia:
EL = 60 . . [J/cm] (1.6)
EL = 60.0,8. =48. = 48 . 164,24 = 7898,25 J/cm
Tabelul 1.1.
Dimensiuni
componente
[mm] Diametrul
sârmei
electrod
[mm]
Intensitatea curentului de sudare Is
[A]
Tensiunea arcului
Ua
[V]
Viteza
de sudare
vs
[cm/min]
Viteza
de avans a sârmei
ve
[cm/min]
Debit
CO2
[l/min] Energia liniară
El
[J/cm]
3 de =1,6 168,55 23,43 24 161,23 20 7898,25
Centralizarea parametrilor de sudare pentru procedeul de sudare MAG – CO2 este prezentată în tabelul 5.9.
Tabelul 1.2
Gros
table Tip
sudură de
[ mm ] IS
[ A ] Ua
[ V ] VS
[cm/min] Ve
[cm/min] DG
[l/min] EL
[ J/ cm2 ]
3 De colţ, pe muchie 1,6 168,55 23,43 24 161,23 20 7898,25
Preview document








































Conținut arhivă zip
- Proiectarea Instalatiei Mecanizate pentru Realizarea prin Sudare a unui Reper.doc
Alții au mai descărcat și

Este important sa se determine si sa se identifice defectele îmbinarilor sudate si ale sudurilor deoarece acestea, nesesizate, pot produce...

CAPITOLUL 1 ANALIZA CONSTRUCTIVĂ, FUNDAMENTALĂ ŞI TEHNOLOGICĂ A CONSTRUCŢIEI SUDATE 1.1 Condiţii de exploatare a construcţiei sudate Condiţii...

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...