Cuprins
- 1. Condiţii funcţionale ale supapelor motoarelor cu ardere internă.pag. 3
- 2. Construţia supapelor .pag. 5
- 3. Condiţii tehnice impuse supapelor .pag. 9
- 4. Materiale şi semifabricate .pag.10
- 5. Concluzii .pag.18
Extras din proiect
1. CONDIŢII FUNCŢIONALE.
Supapele sunt piesele mecanismului de distribuţie care prin mişcarea lor asigură introducerea încărcăturii proaspete în cilindru, menţine un timp determinat etanşeitatea spaţiului în care evoluează fluidul motor şi permit evacuarea gazelor de ardere în urma destinderii. Aceste funcţiuni trebuie îndeplinite fără zgomot şi uzuri anormale. Secţiunile de trecere trebuie să asigure umplerea maximă la nivelul dorit al performanţelor motorului, iar etanşeitatea orificiilor trebuie să fie perfectă. În plus, supapele trebuie să fie suficient de durabile.
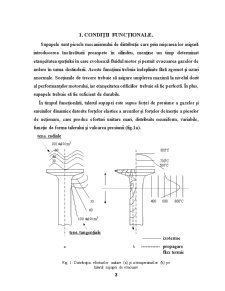
În timpul funcţionării, talerul supapei este supus forţei de presiune a gazelor şi sarcinilor dinamice datorite forţelor elastice a arcurilor şi forţelor de inerţie a pieselor de acţionare, care produc eforturi unitare mari, distribuite neuniform, variabile, funcţie de forma talerului şi valoarea presiunii (fig.1a).
tens. radiale
100 daN/cm2
60 800oC
40
20 700oC
500oC
30 400 600 800oC
60
100 daN/cm2
tens. tangenţiale
izoterme
a b ------------ propagare
flux termic
Fig. 1. Distribuţia eforturilor unitare (a) şi a temperaturilor (b) pe
talerul supapei de evacuare
De asemenea, supapele lucrează în condiţiile existenţei temperaturilor ridicate, (fig. 1 b) şi a acţiunii corozive a gazelor de ardere. O situaţie mai grea o au supapele de evacuare, care sunt învăluite de gazele de ardere. La acţionarea supapei apar solicitări de şoc pe capul tijei supapei.
Solicitările mecanice şi temperaturile ridicate înrăutăţesc proprietăţile materialului supapei, provoacă deformarea talerului şi deci aşezarea neetanşă pe locaşul său, precum şi deformarea tijei, favorizând griparea acesteia. Acţiunea gazelor de ardere provoacă coroziunea supapei datorită prezenţei substanţelor agresive din compoziţia acestora.
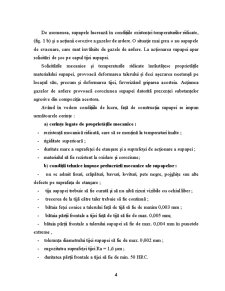
Având în vedere condiţiile de lucru, faţă de construcţia supapei se impun următoarele cerinţe :
a) cerinţe legate de proprietăţile mecanice :
- rezistenţă mecanică ridicată, care să se menţină la temperaturi înalte ;
- rigiditate superioară ;
- duritate mare a suprafeţei de etanşare şi a suprafeţei de acţionare a supapei ;
- materialul să fie rezistent la oxidare şi coroziune;
b) condiţii tehnice impuse prelucrării mecanice ale supapelor :
- nu se admit fisuri, crăpături, bavuri, lovituri, pete negre, pojghiţe sau alte defecte pe suprafaţa de etanşare ;
- tija supapei trebuie să fie curată şi să nu aibă rizuri vizibile cu ochiul liber ;
- trecerea de la tijă către taler trebuie să fie continuă ;
- bătaia feţei conice a talerului faţă de tijă să fie de maxim 0,003 mm ;
- bătaia părţii frontale a tijei faţă de tijă să fie de max. 0,005 mm;
- bătaia părţii frontale a talerului supapei să fie de max. 0,004 mm în punctele extreme ,
- toleranţa diametrului tijei supapei să fie de max. 0,002 mm ;
- rugozitatea suprafeţei tijei Ra = 1,6 μm ;
- duritatea părţii frontale a tijei să fie de min. 50 HRC.
2. CONSTRUCŢIA SUPAPEI
2.1. Particularităţi constructive. Pentru cazul general, forma şi dimensiunile caracteristice sunt arătate în fig. 2. Cu notaţiile din figură, dimensiuni informative pentru supapă sunt prezentate în tabelul 1.
Tabelul 1
Dimensiuni informative pentru supape
Dimensiunea caracteristică Relaţia
Diametrul mare al talerului d :
- pentru supapa de admisie (0,42.0,50) D*
- pentru supapa de evacuare (0,40.0,45) D
Diametrul mic dc 0,865 d
Lungimea faţetei b (0,05.0,12) dc
Grosimea talerului t (0,08.0,12) dc
Raza de racordare a tijei rc (0,25.0,35) dc
Diametrul tijei δ (0,25.0,40) dd
Diametrul degajării de fixare δ1 (0,65.0,75) δ
Lungimea tijei l (2,50.3,50) dc
* D – alezajul cilindrilor
Preview document















Conținut arhivă zip
- Proiectarea Optimizarea si Alegerea Materialelor Metalice Avansate.doc
Alții au mai descărcat și

1. Metode de îndoire Semifabricatele supuse operaţiei de îndoire sunt: table, bare, ţevi, sârme, profiluri. Metodele de îndoire sunt: - după...

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...

REZISTENȚA MATERIALELOR II Prof. Dr. Ing. Liviu MARSAVINA Cuprins • Recapitulare solicitări simple • Solicitări compuse • Bare curbe •...

TEMA LUCRARII : SA SE TRASEZE DIAGRAMA DE EFORTURI INTERIOARE LA BARA DIN FIGURA DE MAI JOS :

9.1. Aspecte de bază ale procesului de îndoire Îndoirea este o operaţie de deformare plastică a semifabricatului realizată prin încovoiere plană...