
Cuprins
- Cap. I Generalitati .pag. 1
- Cap II 2. Materiale de adaos si fluxuri.pag .2
- Cap. III Instalatii , Utilaje si Dispozitive .pag 15
- Cap IV Tehnologia Sudarii Sub Flux .pag 16
- Cap V Procente Productive De Sudare Sub Flux.pag 16
Extras din proiect
Sudarea sub strat de flux
ARGUMENT
Metalul sau aliajul supus operaiei de imbinare prin sudare se numeste metal de baza.
Sudarea este operatia de executie a imbinarilor nedemontabile la piese metalice prin folosirea incalzirii locale, a presiunii sau a ambelor procedee, cu sau fara metal de adaos similar cu metalul de baza. Metalul de adaos sub forma de sarma sau granule, dupa topire prin procesul de sudare, in amestec cu metalul de baza topit, formeaza sudura. In general, la procedeele de sudare prin presiune sudura este formata numai din materialul de baza.
In prezent, notiunea de sudare se extinde si la imbinari de materiale nemetalice sau la imbinäri de materiale metalice cu nemetalice. Sudura realizata se mai numeste cusatura sau cordon de sudura. In jurul sudurii, partea de material de baza care nu a ajuns in stare de topire, dar care a suferit transformari structurale din cauza incalzirii puternice, formeaza zona influenata termic. Portiunea compusa din sudura cu zonele influentate termic si marginile invecinate acetora formeaza imbinarea sudata a pieselor sudate.
Sudarea pieselor sau ansamblurilor se executa prin diferite procedee. Tinand seama de dezvoltarea luata in ultimul timp de tehnica sudarii, numarul procedeelor de sudare a devenit foarte mare, deoarece numeroase surse de energie capabile de a topi sau de a deforma materialele de sudat in vederea imbinarii pot fi folosite la sudare. Prin procedeul de sudare se intelege totalitatea operatiilor tehnologice si a metodelor folosite, in vederea obtinerii de imbinari sudate. In cadrul unui procedeu de sudare, cu aceleasi operatii tehnologice, in multe cazuri este necesara folosirea diferitelor metode de sudare, in special la schimbarea grosimii pieselor de sudat. Aplicarea celei mai corecte metode la sudarea unei piese are o influenta hotaratoare nu numai asupra calitatii sudurii, cit si asupra productivitatii si pretului de cost, asa cum se va arata la tratarea diferitelor procedee.
1. Generalitati
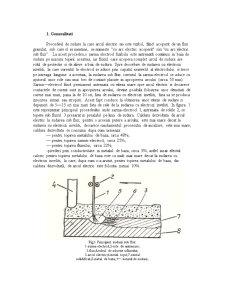
Procedeul de sudare la care arcul electric nu este vizibil, fiind acoperit de un flux granulat, sub care el se mentine, se numeste "cu arc electric acoperit" sau "cu arc electric sub flux". La acest procedeu,o sarma electrod fuzibila este antrenatã continuu in baia de sudura pe masura topirii acesteia, iar fluxul care acopera complet arcul de sudura are rolul de protectie si de aliere a baii de sudura. Spre deosebire de sudarea cu electrozi inveliti, la care curentul la electrod se aduce prin capatul neinvelit al electrodului si trece pe intreaga lungime a acestuia, la sudarea sub flux curentul la sarma-electrod se aduce cu ajutorul unor role sau unui bec de contact plasate in apropierea arcului (circa 50 mm). Sarma—electrod fiind permanent antrenata cu viteza mare spre arcul electric si deoarece contactele de curent sunt in apropierea arcului, devine posibila folosirea unor densitati de curent mai mari, pana la de 10 ori, fata de sudarea cu electrozi inveliti, fara sa se produca inrosirea sirmei sau stropirii. Acest fapt conduce la obtinerea unor viteze de sudare si depuneri de 5—15 ori mai mari fata de cele de la sudarea cu electrozi inveliti. In figura 1 este reprezentat principiul procedeului unde sarma-electrod 1, antrenata de rolele 2, se topete sub fluxul 3 presarat in prealabil pe linia de sudura. Caldura dezvoltata de arcul electric la sudarea sub flux, pentru o aceeasi putere a arcului, este mai mare decat la sudarea cu electrozi inveliti, deoarece randamentul procesului de incalzire, este mai mare; caldura dezvoltata se consuma dupa cum urmeaza:
— pentru topirea metalului de baza, circa 48%;
— pentru topirea sarmei-electrod, circa 25%;
— pentru topirea fluxului, circa 22%;
-pierderi prin conductivitate in metalul de baza, circa 5%, astfel incat efectul caloric pentru topirea metalului de baza este cu mult mai mare decat la sudarea cu electrozi inveliti, la care, dupa cum s-a aratat, pentru topirea metalului de baza, din caldura dezvoltatã, de arcul electric este folosita numai 10%.
Fig.1 Principiul sudarii sub flux:
1-sarma-electrod;2-role de antrenare;
3-flux;4-tubul de aductie a fluxului;
5-arcul electric;6-metal topit;7-sental
solidificat;8-metal de baza; -sensul de sudare;
De asemenea, la sudarea sub flux, cantitatea de metal din Cusatura provenita din topirea metalului de baza poate ajunge pana la 85%, ceea ce prezinta avantajul folosirii unei cantitati mult mai reduse de metal de adaos, pentru obtinerea cusaturilor; totodata, rosturile trebuie prelucrate mult mai redus sau in multe cazuri ele pot fi sudate fara sa fie necesara prelucrarea marginilor de sudat. In tabel sunt indicate formele si dimensiunile rosturilor pentru sudarea sub flux, din care se constata ca, in comparatie cu cele folosite pentru sudarea cu electrozi inveliti, ele necesita o prelucrare mult mai redusa, incat chiar tablele pana la 40 mm grosime pot fi sudate fara sa fie necesara vreo prelucrare. Tinand seama ca pierderile prin conductivitate in metalul de baza sunt mici, deformatiile sunt si ele cu mult mai reduse decat la sudarea cu electrozi inveliti.
Preview document

























Conținut arhivă zip
- Sudarea sub Strat de Flux.doc
Alții au mai descărcat și

Introducere În contextul actual de dezvoltare a societăţii accesul la resurse energetice este vital. Transportul hidrocarburilor lichide sau...

Memoriu justicativ Sudarea este un procedeu de imbinare nedemontabila a doua materiale, prin formarea unei legaturi omogene intre atomii marginali...

Capitolul I ARBORI I.1.Caracterizare, domenii de folosire, clasificare Arborii sunt organe de maşini cu mişcare de rotaţie, destinate să...

Argument Transmisiile prin frictiune sunt transmisii mecanice la care miscarea de rotatie si momentul de torsiune se transmit, de la elementul...

1 CUPLAJE 1.1. Consideratii generale asupra cuplajelor Cuplajul este un organ de masina sau un sistem echivalent functional acestuia, care...

1. Prelucrarea materialelor Prelucrarea materialelor prin procedee speciale, bazate pe alte principii decât procedeele clasice a fost denumită...

ARGUMENT Aspectul tehnico mecanice ale proceselor de fabricaţie depind in mare măsura de utilaje. Sarcina fundamentala a utilajului in care se...

ARGUMENT Cuplaje intermitente. Acest procedeu este des întâlnit in domeniul mecanic si de aceea in acest proiect as dori sa explic cat mai bine...
Te-ar putea interesa și
Introducere În contextul actual de dezvoltare a societăţii accesul la resurse energetice este vital. Transportul hidrocarburilor lichide sau...
Memoriu justicativ Sudarea este un procedeu de imbinare nedemontabila a doua materiale, prin formarea unei legaturi omogene intre atomii marginali...

Introducere “Sudarea este un procedeu tehnologic de îmbinare nedemontabilă a două sau mai multe piese, realizată printr-un procedeu oarecare de...

1. Necesitatea reabilitării structurilor mecanice. În condiţiile producţiei industriale moderne, maşinile, utilajele şi instalaţiile trebuie să...

CAPITOLUL I PROCESE ŞI PROCEDEE DE SUDARE 1.1 Definitii si terminologie Sudarea este un procedeu de imbinare nedemontabila a doua materiale,...

ARGUMENT Acest proiect l-am conceput ca un totunitar, care este subdivizat în mai multe capitule. Lucrarea ca atare se referă atât la sudarea...

Caiet de sarcini Varianta - 7 Date inițiale: Structura de rezistență - prefabricate seria IIS - 20; Dimensiunile clădirii în axe, mm - 60000 x...

Cap.V Bibliografie.20 Cap. I MEMORIU EXPLICATIV 1.1 Generalitati asupra sudarii cu arc electric acoperit La clasificarea procedeelor de sudare...