
Cuprins
- 1. Descrierea constructiv funcţională a reperului 4
- 2. Calculul masei reperului 5
- 3. Alegerea maşinii de injectare 5
- 4. Calculul duratei totale a ciclului de injectare 7
- 5. Calculul numărului de cuiburi 7
- 6. Dimensionarea cuiburilor în funcţie de contracţia materialelor plastice 8
- 7. Alegerea sistemului de injectare 10
- 7.1. Dimensionarea canalelor de distribuţie 10
- 7.2. Dimensionarea digului 12
- 8. Calcule de rezistenţă 13
- 8.1. Calculul presiunii interioare de injectare şi a forţei de închidere a matriţei 13
- 8.2. Verificarea suprafeţei de închidere a matriţei 14
- 8.3. Dimensionarea plăcilor de formare 15
- 8.4. Verificarea rigidităţii plăcilor de formare 17
- 8.5. Dimensionarea poansoanelor 17
- 8.6. Deformarea poansoanelor 18
- 8.7. Dimensionarea şi deformarea plăcilor matriţei 21
- 9. Alegerea sistemului de răcire 23
- 9.1. Alegerea sistemului de răcire pentru placa de formare şi poanson 23
- 9.2. Transferul de căldură între materialul plastic şi matriţă 23
- 9.3. Transferul de căldură între matriţă şi mediul de răcire 24
- 9.4. Transferul de căldură în interiorul matriţei 25
- 9.5. Determinarea timpului de răcire prin calcul 26
- 10. Alegerea sistemului de aruncare 27
- 11. Alegerea sistemului de centrare şi conducere 29
- 12. Schiţa matriţei 31
- 12.1. Descriere şi funcţionare 31
- 13. Alegerea materialelor folosite la confecţionarea reperelor care compun matriţa 33
- 14. Bibliografie 34
Extras din proiect
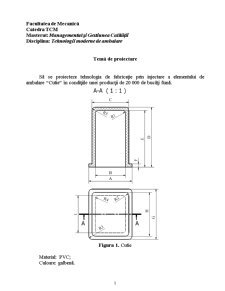
Să se proiecteze tehnologia de fabricaţie prin injectare a elementului de ambalare “Cutie” în condiţiile unei producţii de 20 000 de bucăţi /lună.
Figura 1. Cutie
Material: PVC;
Culoare: galbenă.
Tabelul 1. Dimensiuni pentru reperul din figura 1
Dimensiuni [mm]
CAP. 1 – DESCRIEREA CONSTRUCTIV FUNCTIONALA A REPERULUI
Reperul prezentat face parte dintr-un ansamblu având rolul de cutie.
Reperul cutie are o formă paralelipipedică de dimensiuni reduse, având praticat la interior tot un paralelipiped mai mic cu 4 mm faţă de dimesiunile de gabarit. Prezintă raze de racordare de 4 mm între pereţii verticali şi tot de 4 mm între pereţii verticali şi peretele orizontal. Celelalte dimensiuni constructive sunt prezentate în desen.
Cutia este confecţionată din material PVC de culoare galbenă având următoarele proprietăţi :
Tabelul 2
Material Simbol Densitate
[g/cm3] Duritate
Rockwel Absorbţia de
apă şi aer
[%] Rezistenţa la
tracţiune
[N/mm2]
Policlorură
de vinil PVC-R 1,35÷1,45 - 0,6÷0,7 7÷25
Avind în vedere dimensiunile constructive şi materialul folosit pentru obţinerea reperului se foloseşte metoda injectării. Această metodă constă în aducerea unui compound macromolecular în stare plastică şi introducerea acestuia sub presiune într-o matriţă de formare.
CAP. 2 – CALCULUL MASEI REPERULUI
Pentru determinarea numărului de cuiburi şi pentru a putea alege sistemul de injectare este necesar să se determine masa reperului „cutie”.
unde:
este densitatea PVC – ului, în [g/cm3], = 1,4 g/cm3;
V – volumul reperului, în [cm3].
CAP. 3 – ALEGEREA MASINII DE INJECTARE
La alegerea maşinii de injectare, în primă fază, se are în vedere ca volumul maxim de injectare al maşinii să fie de cel puţin (10 15) ori mai mare decât volumul reperului care se doreşte a fi obţinut. Dacă, parcurgând etapele următoare de proiectare, calculele efectuate conduc la valori neacoperitoare pentru caracteristici ca de exemplu forţa de închidere, presiunea de injectare, dimensiunile maxime şi minime ale matriţelor care se pot monta pe platourile de prindere ale maşinii, etc., se alege o altă maşină de injectare, cu caracteristici superioare.
Vmin = (10 15)V = 641,16 961,5 cm3
→ Vmin > 13 - V → Vmin > 833,43 cm3
Se alege maşina de injectat Krauss Maffei 450-3500 C3, cu următoarele caracteristici tehnice:
Tabelul 3
Caracteristica UM Valoarea
Diametrul melc-piston standard mm 80
Volumul maxim de injectare cm3 1543
Presiunea de injectare maximă MPa 2205
Forţa de închidere kN 4500
Viteza de injectare cm/s 3016
Capacitatea de plastifiere g/s 120
Dimensiunile de gabarit ale platourilor de prindere mm 1200/1270
Distanţa dintre platourile de prindere, max/min mm 800/900
Dimensiunea maximă a matriţei (orizontal/vertical) mm 1200/1270
CAP. 4 – CALCULUL DURATEI TOTALE A CICLULUI DE INJECTARE
Timpul total de injectare se determină cu relaţia:
tT = tu + tr + tp, unde
tu – timpul de umplere;
tr – timpul de răcire (incluzând stadiul de compresie, răcire şi postinjectare);
tp – timpul pentru pauză.
Caracteristicile maşinii alese sunt:
- ciclul în gol, cu cursă minimă a platanului, tp = 6 s;
- viteza de deplasare a materialului, q1 = 135 cm3/s
Timpul de injectare ti se calculează cu relaţia:
Timpul de menţinere a presiunii în matriţă (tm) se stabileşte la valoarea de 5 secunde, prin comparaţie cu injectarea altor piese asemănătoare. Timpul de răcire (tr) se alege prin observarea injectării unor piese asemănătoare; valoarea aleasă este de 20 secunde.
Timpul total de injectare devine astfel:
Preview document

































Conținut arhivă zip
- Tehnologia de Fabricare a Recipientelor din Mase Plastice pentru Lichide - Recipiente de Tip Pet
- PET.ppt
- Proiect ambalaje bun.doc
Alții au mai descărcat și

Capitolul 1 Introducere Tăierea termică reprezintă unul dintre procedeele de prelucrare cu largă aplicare la nivelul tuturor producătorilor de...

Elemente constructiv funcţionale ale piesei 1.1. Schiţa piesei şi a subansamblului din care face parte 1.2. Caracteristici ale materialului...

ETAPA a-I-a 1. Studiul desenului de executie Analizind desenul de executie al piesei propuse pentru realizare se constata urmatoarele : •...

1.3. Alegerea maşinii de injectare La alegerea maşinii de injectare, în prima fază, se are în vedere ca volumul maxim de injectare al maşinii să...

1.Tema de proiectare Să se proiecteze o matriţă de injectat materiale plastice cu ajutorul căreia să se realizeze piesa recipient produse...

COSTUL RELATIV AL MATRITELOR DE INJECTAT 1.Tema proiectului Pentru acest proiect se va realiza calculul costului unei matrite in functie de...

GENERALITĂŢI În vederea executării pieselor ce urmează a fi montate în ansamblele maşi¬nilor şi instalaţiilor, se folosesc semifabricate tăiate în...

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...
Te-ar putea interesa și

1. Materialul plastic Materialul plastic(*sunt produse sintetice de natură organică, anorganică sau mixtă, care se pot prelucra ușor în diferite...