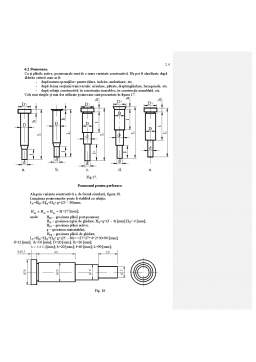
Extras din proiect
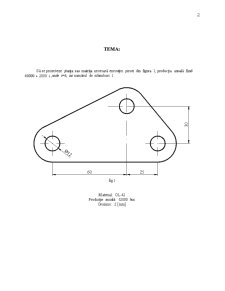
Să se proiecteze ştanţa sau matriţa necesară execuţiei piesei din figura 1, producţia anuală fiind ,unde i=6, iar numărul de schimburi 1.
fig.1
Material: OL 42
Producţie anuală: 52000 buc
Grosime: 2 [mm]
Conţinutul proiectului
A. Memoriu tehnico-economic.
B. Partea grafică
A. 1. Analiza piesei.
2. Stabilirea formei şi a dimensiunilor semifabricatului.
3. Stabilirea schemei de lucru, analiza croielii.
4. Calculul forţelor de lucru şi a coordonatelor.
5. Alegerea utilajului.
6. Proiectarea constructivă a ştanţei.
7. Calculul dimensiunilor nominale şi stabilirea toleranţelor părţilor active.
8. Normarea tehnică pe ştanţa sau piesa prelucrată.
9. Calculul preţului de cost.
B. 1. Desenul de execuţie al piesei la scară 1:1.
2. Desenul de ansamblu al ştanţei la scară 1:1.
3. Desenul de execuţie al elementelor active.
A. 1. Analiza piesei.
- citirea şi verificarea desenului.
Analizând schiţa piesei am constatat că această piesă poate să se realizeze având toate cotele necesare.
- tehnologicitatea piesei.
Operaţiile de deformare la rece prin care se poate realiza piesa sunt:
- perforare;
- decupare;
- retezare;
- materialul piesei
Materialul piesei este OL 42 cu următoarele caracteristici(conform STAS ?……………….):
- principalele domenii de utilizare: organe de maşini supuse la solicitări moderate : biele , manivele, axe şi arbori, roţi dinţate, piese canelate, forme metalice solicitate uşor.
- condiţii tehnice de calitate: clasa de calitate 1, compoziţia chimică C-0.31 ; Mn- 0.85 ; P-0.065 ; S-0.065 .
- caracteristici mecanice şi tehnice: limita de curgere RC= 260 [N/mm2]; rezistenţa la tracţiune Rm=450 [N]; culoarea de marcare negru; alungirea la rupere L0=5.65 .??
2. Stabilirea formei şi dimensiunile semifabricatului
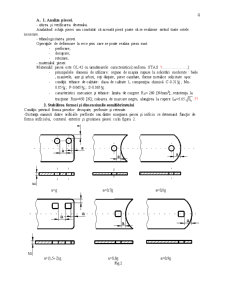
Condiţii privind forma pieselor decupate, perforate şi retezate.
-Distanţa minimă dintre orificiile perforate sau dintre marginea piesei şi orificiu se determină funcţie de forma orificiului, conturul exterior şi grosimea piesei ca în figura 2.
a>g a>0,7g a>0,8g
a>(1,52)g a>0,8g a>0,9g
Fig.2
Distanţele minime intre muchiile active ale orificiilor plăcilor de tăiere.
Tab.1
g (mm) 0,4 0,6 0,8 1,0 1,2 1,4 1,6 1,8 2,0 2,2 2,4 2,6
a (mm) 1,4 1,8 2,3 2,7 3,2 3,6 4,0 4,4 4,9 5,2 5,5 6,0
g (mm) 2,8 3,0 3,2 3,4 3,6 3,8 4,0 4,2 4,4 4,6 4,8 5,0
a (mm) 6,4 6,7 7,1 7,4 7,7 8,1 8,5 8,8 9,1 9,4 9,7 10,0
Valorile indicate ţin cont de posibilitatea realizării în piesa respectivă a orificiilor din punct de vedere calitativ şi al preciziei.
- Distanţa minimă dintre orificii şi dintre marginea plăcii active şi a orificiului, ţinând cont de rezistenţa plăcii active, se indică în tabelul 1.
Având g=2 (mm), alegem din tabelul 1 a=4,9 (mm).
Deoarece conturul piesei este circular (fig.2) trebuie îndeplinită condiţia:
a> ; ;
- Din condiţii de durabilitate a ştanţei în cazul unor contururi ungiulare ale piesei trebuie să se asigure valori minime ale razelor de racordare conform figurii 3 şi tabelului 2.
Preview document









































































Conținut arhivă zip
- Utilaje si Tehnologii de Deformare.doc
Alții au mai descărcat și

CAPITOLUL I INTRODUCERE ÎN CONSTRUCŢIA AUTOMOBILELOR I.1. Părţile componente ale automobilelor Principalele parţi componente ale unui automobil...

Introducere Tema lucrării de licenţă „Tehnologii tip de fabricare a pieselor de automobil cu suprafeţe preponderent de revoluţie” este...

CAP I TEHNOLOGIA DE EXECUŢIE A REPERULUI „ROATĂ DINŢATĂ " 1.1.Analiza constructiv funcţională a piesei de executat Tehnologia de fabricaţie a...

1. Alegerea semifabricatului Cerinţele impuse unui tehnolog sunt strâns legate de necesitatea comparării multilaterale a celor mai diferite metode...

I. Introducere Progresul tehnico-ştiinţific, în industria construcţiei de maşini, influenţează puternic dezvoltarea economiei naţionale a...

CAPITOLUL 1 NOŢIUNI INTRODUCTIVE 1.1. Scurt istoric Sudarea, conform STAS 5555/1-81, este operaţia de realizare a unei îmbinări nedemontabile...

1.Analiza functionala constructiva si tehnologica a produsului. Stabilirea principiala a itinerariului tehnologic de prelucrare. Arborii...

Să se proiecteze tehnologia de fabricaţie prin deformare plastică la rece a reperului din figura alăturată. Material – Oţel A3. Acest material...
Te-ar putea interesa și

A1.Proiectarea procesului tehnologic de prelucrare. Aceasta parte a proiectului are ca scop final stabilirea, pe baza unor considerente tehnice si...

CAPITOLUL 1: Studiu bibliografic 1.1 Introducere Dezvoltarea impetuoasă a ştiinţei şi tehnicii determină tendinţe noi în prelucrarea metalelor...

1. Introducere Pentru a prelucra mai economic o mare varietate de piese, s-a studiat în permanenţă metodele de reducere al preţului de cost al...

Capitolul I ARBORI I.1.Caracterizare, domenii de folosire, clasificare Arborii sunt organe de maşini cu mişcare de rotaţie, destinate să...

CAPITOLUL I TEHNOLOGIA FABRICĂRII ULEIULUI 1.1. Introducere Procesarea materiilor prime grase este diferită în funcţie de felul acestora. La...

2. INTRODUCERE Odata cu cresterea diversitatii nevoilor consumatorilor, a tehnologiei moderne si a concurentei, inovatia si crearea de produse...

1. Enuntul temei: Sa se proiecteze tehnologia si echipamentul tehnologic necesar pentru executia prin deformare plastica la cald a reperului ax cu...

I SECTOARE DE TURNARE Organizarea, activitatile de baza si utilaje necesare obtinerii pieselor turnate In cadrul turnarii intreprinderilor...