Cuprins
- I. Elemente introductive 1
- I.1. Cuptoare cu funcţionare continuă 1
- I.1.1 Zona de preîncălzire 2
- I.1.2. Zona de ardere 2
- I.1.3. Zona de răcire 3
- II. Calculul mineralogic a masei crude 4
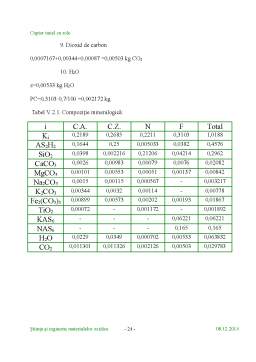
- II.1. Compoziţia mineralogică a masei crude 4
- III. Proiectarea cuptorului tunel cu role 5
- III.1. Predimensionarea 5
- III.2. Proces tehnologic şi compoziţie 7
- III.2.1. Procesul tehnologic cuprinde 7
- III.2.2. Compoziţii oxidice 7
- IV. Bilanţ de materiale 9
- IV.1. Bilanţuri de materiale pe operaţiile fluxului tehnologic 9
- V. calculul compoziţiei mineralogice a amestecului de materiale 13
- V.1. compoziţia mineralogică a masei crude 13
- V.2. Compoziţia mineralogică a materiilor prime 15
- V.3. Calculul auxiliarelor de ardere 25
- V.4.Calculul aerului necesar combustiei şi volumele de gaze 25
- V.4.1.Calculul real de aer de răcire 26
- V.5. Cantitatea de combustibile intrate 26
- V.6. Cantitatea de produs ieşit 26
- V.7. Cantitatea de auxiliare ieşite 26
- V.8. Cantitatea de aer recirculat - Var 27
- V.9. Cantitatea gazelor de ardere 27
- VI. Bilanţul termic al cuptorului 28
- VI.1. Calculul căldurilor intrate în cuptor 28
- VI.1.1. Căldura intrată cu materialul supus tratamentului termic 28
- VI.1.2. Căldura intrată cu auxiliarele de ardere 28
- VI.1.3. Căldura introdusă cu combustibilul 28
- VI.1.4. Căldura intrată cu aerul de combustie 29
- VI.2. Calculul cantităţilor de căldură ieşite din cuptor 30
- VI.2.1. Căldura ieşită cu produsul 30
- VI.2.2. Căldura ieşită cu auxiliarele de ardere 30
- VI.2.3. Căldura ieşită cu gazele de ardere 30
- VI.2.4. Căldura consumată pentru formarea produsului 31
- VI.2.5. Căldura pierdută în exterior prin pereţi, boltă şi vatră 32
- VI.2.6.Calculul consumului specific de combustibil 35
- VII. Verificarea termotehnologică 36
- VII.1. Determinarea temperaturii gazelor 36
- VII.2. Bilanţul zonei de răcire 36
- VII.3. Bilanţul zonei de ardere 37
- VIII. Calculul termotehnologic pentru verificarea lungimii cuptorului 39
- IX. Bibliografie 42
- X. Anexe 43
Extras din proiect
I. Elemente introductive
I.1. Cuptoare cu funcţionare continuă
Tendinţa de reducere a consumului de combustibil a făcut ca tot mai multe cuptoare cu funcţionare intermitentă să se înlocuiască cu cuptoare cu funcţionare continuă. Această înlocuire a dus la reducerea consumului specific de căldură cu aproximativ 40% iar prin îmbunătăţirile care s-au adus s-au obţinut distribuţii uniforme şi controlate a temperaturilor, ceea ce a permis mărirea considerabilă a vitezei de ardere şi a calităţii produselor obţinute. Tehnologia actuală este orientată spre linii complet automatizate în care cuptoarele sunt integrate perfect în fluxul tehnologic.
Cuptoarele tunel sunt cuptoarele cele mai utilizate în arderea produselor ceramice datorită avantajelor pe care le prezintă faţă de alte tipuri de cuptoare: posibilitatea de menţinere constantă în spaţiul de lucru a regimului termic stabilit, automatizarea uşoară a procesului termotehnologic. Principalul dezavantaj constă în costul prea ridicat al investiţiei datorită sistemului de antrenare a produselor în cuptor.
Cuptorul tunel cu deplasare lineară a produselor este constituit dintr-un canal a cărui lungime atinge uneori şi 150 m. Este construit din cărămizi refractare şi termoizolante fiind acoperit cu o boltă în arc sau cu boltă plană suspendată. Cuptorul tunel pentru productivităţi mari poate avea mai multe canale dispuse în paralel sau suprapuse. Produsele supuse procesului termotehnologic parcurg cuptorul de la un capăt la celălalt, iar aerul şi gazele de ardere se deplasează în sens invers. Printr-un control adecvat al parametrilor de funcţionare se poate reproduce cu multă exactitate curba de ardere stabilită.
Canalul de ardere poate fi prevăzut pe întreaga lungime sau numai pe anumite zone, cu mufe, pentru a proteja produsele de contactul direct cu flacără şi gazele de ardere. Răcirea produselor se poate face direct printr-un curent de aer sau indirect prin intermediul unor suprafeţe de radiaţie, răcite cu ajutorul unui curent de aer sau de apă.
În timpul trecerii prin cuptorul tunel, materialele parcurg succesiv următoarele trei zone distincte: zona de preîncălzire a produselor crude, zona de ardere, zona de răcire a produselor arse.
I.1.1. Zona de preîncălzire a cuptorului tunel trebuie să asigure încălzirea produselor în contracurent, în mod uniform, la gradienţi termici cât mai mici posibili pe întreaga secţiune transversală a canalului şi cu respectarea vitezei de încălzire prescrise prin diagrama de ardere. Procesul de preîncălzire se realizează prin utilizarea entalpiei gazelor de ardere care provin din zona de ardere. Uniformizarea temperaturii pe întreaga secţiune transversală a canalului reprezintă problema cea maiimportantă şi cea mai dificilă de realizat. În acest scop se urmăreşte folosirea unui volum cât se poate de mare de gaze care să asigure umplerea cu gaze a întregii secţiuni transversale a canalului. Viteza de deplasare a gazelor în zona de încălzire este cuprinsă între 2,5 şi 5 metri/secundă. Din cauza forţei ascensionale gazele fierbinţi au tendinţa de a se ridica, fapt care poate produce o neuniformitate a temperaturii pe secţiune. Din acest motiv în zona de preîncălzire se montează un număr mare de ventilatoare care crează o circulaţie transversală a gazelor în secţiunea cabalului. Gazele de ardere cu temperatură mai ridicată sunt preluate de sub boltă şi sunt introduse la baza canalului. Pentru un volum mai mare de gaze se pot folosi în zona de încălzire arzătoare de tip ISO-jet care sunt arzătoare de mare viteză care ajută la uniformizarea temperaturilor.
I.1.2. Zona de ardere este în continuarea zonei de preîncălzire şi în această zonă temperatura produselor se ridică până la valorile maxime prevăzute în diagrama de ardere. Încălzirea se poate face cu flacără directă, cu gazele de ardere provenite din arderea combustibilului sau electric.
În cazul încălzirii cu combustibil, debitul necesar se repartizează pe un număr cât mai mare de arzătoare dispuse de ambele părţi ale zonei de ardere pe unui sau două niveluri. În cazul în care se foloseşte sistemul arderii combustibilului în camere separate, aceasta sunt despărţite de canalul cuptorului printr-un perete. Arzătoarele care satisfic atât cerinţele uniformizării temperaturilor cât şi cele referitoare la o eficacitate maximă a transferului de căldură sunt arzătoarele de mare viteză. Aceasta au un domeniu foarte larg de reglare şi se pot acorda perfect cu particularităţile materialului supus arderii.
I.1.3. Zona de răcire este ultima etapă importantă a procesului termotehnologic. Răcirea se face cu aer din care o parte se utilizează la arderea combustibilului, iar restul se extrage din zona de răcire şi se recirculă în zona de preîncălzire. Răcirea se realizează direct prin curentul de aer care trece peste produse, schimbul de căldură făcîndu-se prin convecţie. Pentru a asigura mişcarea gazelor prin cuptor cu viteze bine stabilite trebuie să se realizeze diferenţele de presiune necesare. În zona de ardere presiunea trebuie să fie cât mai aproape de presiunea mediului înconjurător. În zona de preîncălzire şi răcire pot apărea depresiuni şi suprapresiuni, dar mărimea lor să nu depăşească în general 50-60 N/m2.
Transportul produselor prin cuptor se va face pe role produsele fiind aşezate pe plăci refractare uşoare ce înaintează prin cuptor pe role acţionate printr-un sistem de lanţuri şi roţi dinţate. Rolele sunt piese ceramice speciale cu miez din oţel refractar.
Gazele de ardere circulă ătât deasupra produselor cât şi sub role astfel încât transferul termic se realizează pe o suprafaţă mai mare a produsului. Alegerea acestui tip de transport asigură economisire de spaţiu în comparaţie cu sistemul cu vagoneţi şi se reduce şi consumul de combustibil.
Preview document













































Conținut arhivă zip
- Cuptor Tunel cu Role.doc
Alții au mai descărcat și

1. Rolul si funcţiile mărcilor Apariţia mărcilor a avut loc în timpuri străvechi, în momente greu de precizat. Din dorinţa de a-şi proteja...

1. Carburarea Metoda de carburare descrisă se poate aplica pe instalaţii de tratament termic în strat fluidizat încălzită cu gaz, unde faza de...

Corespunzator destinatiei lor,la elaborarea materialelor magnetic moi se urmareste sa se obtina: - inductie remanenta mica; - permeabilitate...

Introducere. Generalitati Multe articole fabricate mai demult din lemn, metal sau alte materiale se fac astazi din material plastic. Toate...


Se crede ca aurul a fost descoperit inaitea cuprului . Cules sub forma unor bucati stralucitoare din nisipurile raurilor si depunerile aluvionare ,...

PRINCIPIUL OBT PIESEI PRIN TURNARE:obt unei piese prin turnare consta in umplerea unei cavitati cu topitura mat sau aliajului.pt piesa 1 se fol un...

Prin determinarea proprietăţilor mecanice în condiţii de exploatare s-a constatat că proprietăţile mecanice ale fontei cu grafit nodular sînt pe...
Te-ar putea interesa și

Cap I . Definirea tipului de produs 1.1.Scurt istoric al firmei TECSA BUSINESS este o societate care acţioneaza in domeniul alimentar avand...

TEMA PROIECTULUI Sa se proiecteze o sectie pentru producerea sticksurilor cu o capacitate de 6t/24h. Coacerea produselor se va realiza la un...

INTRODUCERE Pigmentii sunt constituenti esentiali ai lumii vii, iar contributia lor la evolutia si mentinerea vietii este evidenta [1]. Exista o...

CAPITOLUL I Documentare privind fabricarea pâini prin metoda directă 1. Generalităţii Pâinea este un aliment de bază preparat prin coacerea,...

I. SIGURANTA CONSUMATORULUI DE ALIMENTE * Devenita o problema globala a omenirii, interconectata cu celelalte probleme globale ( de mediu,...

I. NOTIUNI GENERALE Biscuiţii sunt produse obţinute prin coacerea unui aluat stanţat, preparat din făină, apă, zahăr, grăsimi, lapte etc., care se...

MEMORIU JUSTIFICATIV Activitatea de obţinere a produselor de panificaţie reprezintă una din cele mai vechi preocupări ale omului şi totodată una...

INTRODUCERE Biscuiţii se obţin prin coacerea aluatului preparat din faină, zahăr, grăsimi, miere, glucoză, lapte, arome, afânători chimici sau...