Cuprins
- 1. Stabilirea tipului de semifabricat.
- 2. Stabilirea succesiuni fazelor si operaţiilor de prelucrare, a SDV-urilor si a MU necesare.
- 3. Calculul adaosului de prelucrare (pentru o suprafaţa indicată) si calculul dimensiunilor intermediare
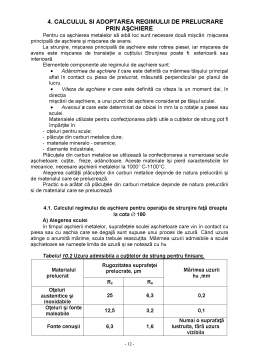
- 4. Calculul si adoptarea regimului de prelucrare prin aşchiere,
- 5. Calculul normelor tehnice de timp.
- 6. Întocmirea planului de operaţii.
Extras din proiect
1, STABILIREA TIPULUI DE SEMIFABRICAT
Adaosurile de prelucrare intermediare sunt adaosuri de prelucrare pe operaţii, necesare pentru compensarea erorilor de prelucrare generate la operaţia precedentă de prelucrare a fiecărei suprafeţe. Suma adaosurilor intermediare pentru prelucrarea unei suprafeţe date este egală cu valoarea adaosului total de prelucrare pentru suprafaţa considerată.
Alegerea semifabricatului se face din studiul desenului de execuţie al piesei finite. Este necesar un semifabricat laminat din material QLC 15.
Determinarea adaosurilor intermediare după tabele normative sau STAS-uri are o răspândire largă la producţia individuala si de serie mică, datorită faptului că permite scurtarea duratei de pregătire a fabricaţi ei, determinarea rapidă a dimensiunilor semifabricatului şi a dimensiunilor pentru operaţiile de prelucrare mecanică.
Adaosul de prelucrare la debitarea semifabricatelor se face conform grosimii semifabricatului (diametru) mm:
Grosimea semifabricatului
Lăţimea tăieturii 8, in mm Adaosul Ap pentru prelucrarea capătului, mm
La fierăstrău alternativ La fierăstrău circular Cu cuţit de strung
Până la 20 2 4 3 2
Peste 20 la 30 2 4 4,5 2
Peste 30 la 50 2 4 4 2
4 4
Peste 60 la 70 2 5 4 3
Peste 70 la 100 2 6 5 3
Peste 100 la 150 2 6 - 3
Lungimea de debitare a semifabricatului L este:
L = L0 +2xAp
unde L0 - lungimea piesei finite
L = 450 + 2x3 = 456 mm
Lungimea de material consumata pentru debitarea unei singure piese este: L=L0 + 2xAp +B
unde B - este lăţimea sculei de taiere
L = 450 + 2x3 + 2 = 458 mm
Pentru piesa din figura se alege un semifabricat, având următoarele dimensiuni:
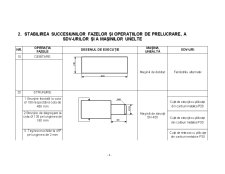
2. STABILIREA SUCCESIUNILOR FAZELOR ŞI OPERAŢIILOR DE PRELUCRARE, A SDV-URILOR ŞI A MAŞINILOR UNELTE
NR. OPERAŢIA
FAZELE DESENUL DE EXECUŢIE MAŞINA UNEALTĂ SDV-URI
10 DEBITARE
Maşină de debitat Fierăstrău alternativ
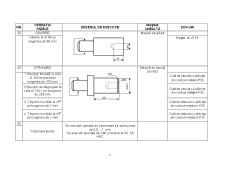
20 STRUNJIRE
Maşină de strunjit SN 400
1.Strunjire frontală la cota 180 respectând cota de 450 mm Cuţit de strunjit cu plăcuţe din carburi metalice P20
2.Strunjire de degroşare la cota 135 pe lungimea de 180 mm Cuţit de strunjit cu plăcuţe din carburi metalice P30
3. Teşirea muchiilor la 450 pe lungimea de 2 mm Cuţit de retezat cu plăcuţe din carburi metalice P30
Preview document























Conținut arhivă zip
- Tehnologii de Fabricatie.doc
Alții au mai descărcat și

1. Rolul si funcţiile mărcilor Apariţia mărcilor a avut loc în timpuri străvechi, în momente greu de precizat. Din dorinţa de a-şi proteja...

1. Carburarea Metoda de carburare descrisă se poate aplica pe instalaţii de tratament termic în strat fluidizat încălzită cu gaz, unde faza de...

Corespunzator destinatiei lor,la elaborarea materialelor magnetic moi se urmareste sa se obtina: - inductie remanenta mica; - permeabilitate...

Introducere. Generalitati Multe articole fabricate mai demult din lemn, metal sau alte materiale se fac astazi din material plastic. Toate...


Se crede ca aurul a fost descoperit inaitea cuprului . Cules sub forma unor bucati stralucitoare din nisipurile raurilor si depunerile aluvionare ,...

PRINCIPIUL OBT PIESEI PRIN TURNARE:obt unei piese prin turnare consta in umplerea unei cavitati cu topitura mat sau aliajului.pt piesa 1 se fol un...

Prin determinarea proprietăţilor mecanice în condiţii de exploatare s-a constatat că proprietăţile mecanice ale fontei cu grafit nodular sînt pe...
Te-ar putea interesa și

ARGUMENT In prezent, in Romania se fabrica o gama diversificata de produse din carne, in functie de cerintele pietii de desfacere, de sezon, de...

1. Introducere Generalități Particularitatea principală a tehnologiei de fabricație a mașinilor electrice o constituie varietatea mare a...

I. GENERALITATI 1.1 Standardizarea – definitie si rol Conform definitiei date de Organizatia Internationala de Standardizare, standardul (norma)...

INTRODUCERE Istoria chips-urilor porneşte încă din secolul al XIX-lea. In acea vreme, un bucătar din statul New York, SUA, a pregătit cartofii...

Fabricarea maşinilor electrice reprezintă ramura de bază a industriei electrotehnice constructoare de generatoare electrice pentru industria...

I. IMPORTANTA MIXULUI DE MARKETING Lumea economico-sociala a cunoscut in ultima parte a mileniului doi transformari radicale, profunde. Omenirea...

Produs prin : FREZARE Reper : UTCN-F1 Nr. desen :UTCN-1 Seria de fabricaţie : 4 bucati Nr. oper.Denumirea şi schiţa...

GENERALITATI Utilajele de tip coloana sunt utilaje dipuse pe verticala, pentru care este valabila una din relatiile : - H < 10 m, daca H/D 5 ;...