Cuprins
- CAPITOLUL I: Principiile conservării prin tratare termică
- I. 1. Factorii care influenţează distrugerea termică a microorganismelor
- I. 1. 1. Temperatura şi timpul
- I. 1. 2. Natura şi numărul microorganismelor
- I. 1. 3. Compoziţia chimică a produsului supus tratamentului termic
- I. 1. 4. Termopenetraţia în recipiente şi factorii care o influenţează
- I. 1. 4. 1. Proprietăţile fizico-chimice ale produselor
- I. 1. 4. 2. Mărimea şi forma părţilor solide
- I. 1. 4. 3. Prezenţa aerului în recipient
- I. 1. 4. 4. Dimensiunile recipientului
- I. 1. 4. 5. Materialul din care este confecţionat recipientul
- I. 1. 4. 6. Rotirea recipientelor
- I. 1. 4. 7. Temperatura iniţială a produsului
- I. 1. 5. Presiunea interioară în timpul sterilizării recipientelor
- I. 1. 6. Vidul interior în cutiile de conserve
- CAPITOLUL II: Pregătirea recipientelor utilizate pentru produsele
- conservate prin tratament termic
- II. 1. Recipiente metalice
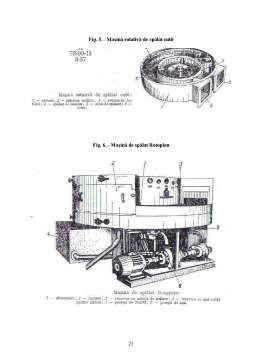
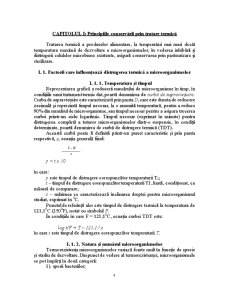
- II. 1. 1. Spălarea cutiilor
- II. 1. 2. Marcarea capacelor
- II. 2. Recipientele din sticlă
- II. 3. Buteliile de sticlă
- CAPITOLUL III: Dozarea produselor în recipiente şi exhaustizarea
- III. 1. Dozarea manuală
- III. 2. Dozarea mecanizată
- III. 3. Exhaustizarea
- CAPITOLUL IV: Închiderea recipientelor
- IV. 1. Închiderea cutiilor
- IV. 1. 1. Examinarea falţului la exterior la exterior
- IV. 1. 2. Verificarea la etanşeitate
- IV. 2. Închiderea borcanelor
- IV. 3. Închiderea sticlelor
- CAPITOLUL V: Termosterilizarea produselor
- V. 1. Metode de termosterilizare a produselor înainte de ambalare
- V. 2. Metode de termosterilizare a produselor după ambalare
- V. 2. 1. Instalaţii de pasteurizare
- V. 2. 2. Instalaţii de termosterilizare la temperaturi mai mari de 1000C
- V. 2. 2. 1. Aparate discontinue de sterilizare
- V. 2. 2. 2. Instalaţii de instalaţii continue
- V. 3. Conservarea prin ambalare aseptică
- CAPITOLUL VI: Accidente de fabricaţie la produsele sterilizate
- VI. 1. Suprasterilizarea
- VI. 2. Bombajul recipientelor
- VI. 2. 1. Bombajul chimic
- VI. 2. 2. Bombajul microbiologic
- VI. 3. Substerilizarea
- VI. 4. Alterarea fără bombaj a conservelor
- VI. 5. Coroziunea externă a recipientelor
Extras din referat
ARGUMENT
Necesitatea asigurării unei aprovizionări permanente a
consumatorilor cu produse alimentare pe toată perioada vieţii necesită multe modalităţi de preparare a materiilor prime
Folosirea in alimentaţie a produselor în stare crudă nu poate asigura în totalitate alimentaţia omului din mai multe motive.
Una ar fi aceea că nu se poate păstra timp îndelungat în stare proaspătă.
A doua că o parte din materia primă prin modalităţi de preparare devine mai plăcută, înbunătăţindu-se calităţile gustative.
Totodată există şi posibilitatea cunoscută că prin preparare se pierd o parte din
Se produc transformări chimice care conduc la scăderea puterii calorice.
În acest sens conservarea prin tratare termică a legumelor şi fructelor este o necesitate cu avantaje şi dezavantaje. Se pune astfel problema asigurării integrităţii şi sănătăţii alimentelor pentru a nu provoca astfel afecţiuni organismului uman, consumatorului.
Tratarea termică urmăreşte pe lângă obiectivul prim de conservare îmbinarea şi distrugerea celulelor microbiene existente, agenţii patogeni care astfel provoacă afecţiuni consumatorilor.
Operaţiunile prin care de la materia primă la produsul finit sunt trecute produsele spre conservare prezintă importanţă tocmai pentru că ele asigură o integritate totală şi pot fi folosite în alimentaţie fără rezerve numai dacă sunt respectate etapele de trecere şi indicatori de calitate ce pot fi nerespectaţi. In acest context se cunoaşte evitarea accidentelor de fabricaţie la produsele sterilizate având în vedere că în procesul de sterilizare pe lângă efectul de distrugerea microflorei, tratamentul termic acţionează asupra produsului provocând o serie de modificări în compoziţia şi structura lui care sunt cu atât mai profunde cu cât tratarea termică a fost mai îndelungată puţine provoacă transformări calitative ale produsului printre care:
- schimbarea culorii produselor
- înmuierea excesivă a tesuturilor
- scăderea conţinutului în vitamine
- marmorarea recipientelor
- schimbarea aspectului exterior al recipientelor prin bombaj fizic şi chimic
- funcţionarea defectuasă a aparaturii de control
- infectarea materiilor prime şi materiale
- păstrarea îndelungată a produselor
- nerespectarea condiţiilor igienice de lucru
CAPITOLUL I: Principiile conservării prin tratare termică
Tratarea termică a produselor alimentare, la temperaturi mai mari decât temperatura maximă de dezvoltare a microorganismelor, în vederea inhibării şi distrugerii celulelor microbiene existente, asigură conservarea prin pasteurizare şi sterilizare.
I. 1. Factorii care influenţează distrugerea termică a microorganismelor
I. 1. 1. Temperatura şi timpul
Reprezentarea grafică a reducerii numărului de microorganisme în timp, în condiţiile unui tratament termic dat, poartă denumirea de curbă de supravieţuire. Curba de supravieţuire este caracterizată prin panta D, care este durata de reducere zecimală şi reprezintă timpul necesar, la o anumită temperatură, pentru a reduce 90% din numărul de microorganisme, sau timpul necesar pentru a asigura trecerea curbei printr-un ciclu logaritmic. Timpul necesar (exprimat în minute) pentru distrugerea completă a tuturor microorganismelor dintr-o suspensie, în condiţii determinate, poartă denumirea de curbă de distrugere termică (TDT).
Această curbă poate fi definită printr-un punct caracteristic şi prin panta respectivă, z, ecuaţia generală fiind:
y este timpul de distrugere corespunzător temperaturii T2;
t – timpul de distrugere corespunzător temperaturii T1, luată, condiţionat, ca măsură de comparare;
z – mărimea ce caracterizează înclinarea dreptei pentru microorganismul studiat, exprimat în 0C.
Punctul de referinţă ales este timpul de distrugere termică la temperatura de 121,10C (2500F), notat cu simbolul F.
În condiţiile în care F = 121,10C, ecuaţia curbei TDT este:
log t/F = T – 121,1 / z
în care t este timpul de distrugere corespunzător temperaturii T.
I. 1. 2. Natura şi numărul microorganismelor
Termorezistenţa microorganismelor variază foarte mult în funcţie de specie şi stadiu de dezvoltare. Din punct de vedere al termorezistenţei, microorganismele se pot împărţi în două categorii:
1). sporii bacteriilor;
2). Celulele vegetative ale bacteriilor, mucegaiurile şi drojdiile.
Bacteriile sporulate se caracterizează printr-o mare rezistenţă la acţiunea căldurii. Sub acest aspect există:
- spori foarte rezistenţi, având dimensiuni mici şi o membrană foarte rigidă, în special sporii bacteriilor termofile;
- spori mai puţin rezistenţi, cu dimensiuni mai mari şi o membrană mai fină.
Preview document

























Conținut arhivă zip
- Operatii din Schemele Tehnologice de Obtinere a Produselor din Industria Conservelor din Legume.doc
Alții au mai descărcat și

Pentru fabrici sau ateliere mai mari sau mai mici care produc sortimente de mezeluri, materia primă de bază este carnea, carnea ce provine de la:...

INTRODUCERE Conservele sunt produse obţinute prin sterilizarea cărnii, laptelui, legumelor şi fructelor, a unor preparate sau mâncăruri, ambalate...

1. Conservarea prin acidifiere artificială (marinare) 1.1. Generalităţi Marinarea este o metodă de conservare care foloseşte o soluţie de acid...

1. Aditivi alimentari 1.1. Clasificare si codificare Conform Anexei I la Normele privind aditivii alimentari din Monitorul Oficial al Romaniei...

1.Importanta cresterii cabalinelor Munca sau forta de tractiune este principala productie de economica realizata de cabaline in conditii de...

TIPUL DE SOL DIN REGIUNEA BUCURESTI Soluri de tip hidromorf si brun-roscate Caracteristici : soluri predominant lutoargiloase cu continut...

FLUTURELE ALB AL VERZEI - PIERIS BRASSICAE Fluturele alb al verzei este raspandit in majoritatea tarilor din Europa, in Asia (Japonia) si in...
Te-ar putea interesa și

Capitolul I Justificarea studiului Fructele sunt alimente de origine vegetală, apreciate din punct de vedere nutritiv prin conţinutul lor bogat...

1.TEMA DE PROIECTARE: Să se realizeze un studiu comparativ, în ceea ce priveşte procesul tehnologic şi conservarea ce are loc in industria...

INTRODUCERE Managementul procesarii si conservarii productiei agricole s-a dezvoltat ca disciplina stiintifica relativ recenta, avand in vedere ca...

INTRODUCERE Industria Alimentară reprezintă un domeniu prioritar în cadrul economiei naţionale, produsele alimentare fiind de importanţă...

Conservarea legumelor si fructelor Tehnologia obtinerii compotului de mere I. Introducere I.1. Generalitati-Marul Mărul este un fruct care...

I.Introducere I.1 Generalitati-pere Para este considerata sora marului,deoarece face parte din aceeasi familie si ambele sunt numite poame.Au...

Procesul tehnologic cuprinde ansamblul operatiilor fizico-mecanice si al proceselor chimice si biochimice dintr-un sistem industrial necesare...

ARGUMENT Compoturile de fructe reprezinta o forma principal de conservare a fructelor, deoarece adaosul de sirop de zahar determina o imbunatatire...