
Extras din referat
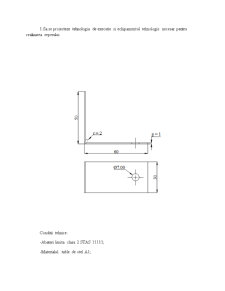
Sa se proiecteze tehnologia de executie si echipamentul tehnologic necesar pentru realizarea reperului:
Conditii tehnice:
-Abateri limita clasa 2 STAS 11111;
-Materialul: table de otel A1;
2. Analiza tehnologicitatii reperului
Nr.
crt. Suprafata sau dimensiunea Operatia de prelucrare Precizia Concluzii
Ceruta Permisa
1 Φ7 perforare ±0,6 ±0,035 perforare normala
2 r indoire 2 rmin=0,8 indoire normala
3. Stabilirea operatiilor de prelucrare
Pentru realizarea reperului vom parcurge urmatoarele etape:
-perforare
-retezare
-indoire
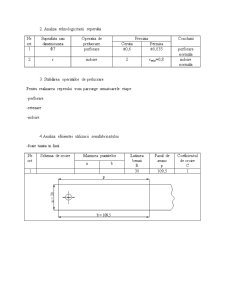
4.Analiza eficientei utilizarii semifabricatului
-foaie taiata in fasii
Nr. crt. Schema de croire Marimea puntitelor Latimea benzii
B Pasul de avans
p Coeficientul de croire
C
a b
1 30 109,5 1
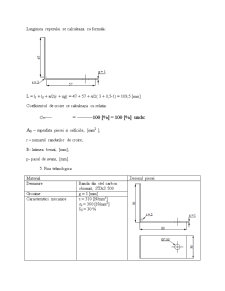
Lungimea reperului se calculeaza cu formula:
L = l1 + l2 + π/2(r + xg) = 47 + 57 + π/2( 3 + 0,5∙1) = 109,5 [mm]
Coeficientul de croire se calculeaza cu relatia:
C=("A" _"0" "∙r" )/"B∙p" "∙100" [%] = (3285∙1)/(30∙109,5)∙100 [%] = 100 [%] unde:
A0 – suprafata piesei si orificiile, [mm2 ];
r – numarul randurilor de croire;
B- latimea benzii, [mm];
p- pasul de avans, [mm].
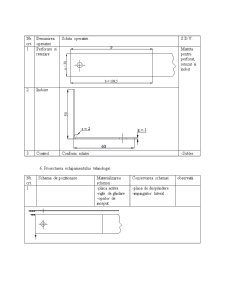
5. Fisa tehnologica
Material Desenul piesei
Denumire Banda din otel carbon obisnuit, STAS 500
Grosime g = 1 [mm]
Caracteristici mecanice τ = 310 [N/mm2]
σr = 360 [N/mm2]
δ5 = 30 %
Nr. crt. Denumirea operatiei Schita operatiei S.D.V.
1 Perforare si
retezare
Matrita pentru perforat,
retezat si indoit
2 Indoire
3 Control Conform schitei -Subler
6. Proiectarea echipamentului tehnologic
Nr. crt. Schema de pozitionare Materializarea schemei Conservarea schemei observatii
1 -placa activa
-rigle de ghidare
-opritor de inceput -placa de desprindere
-impingator lateral
7. Stabilirea dimensiunilor placii active
- grosime minima a placii:
H=g+ K√(a+b )+10= 1 + 0,8√(30+109,5 )+ 10 ≈ 20,5 [mm]
K = 0.8
-diametrul gaurilor pentru fixarea cu suruburi:
d=6.5 [mm]
-diametrul gaurilor de stift:
d1=d-2= 4,5 [mm]
Preview document




Conținut arhivă zip
- Deformare Plastica la Rece.docx
Alții au mai descărcat și

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...
Te-ar putea interesa și

A1.Proiectarea procesului tehnologic de prelucrare. Aceasta parte a proiectului are ca scop final stabilirea, pe baza unor considerente tehnice si...

CAPITOLUL 1: Studiu bibliografic 1.1 Introducere Dezvoltarea impetuoasă a ştiinţei şi tehnicii determină tendinţe noi în prelucrarea metalelor...

CAPITOLUL I PREZENTARE GENERALĂ A PROCESELOR DE DEFORMARE PLASTICĂ 1.1. GENERALITĂŢI Toate corpurile solide au proprietatea de a se deforma sub...

CAPITOLUL I PREZENTARE GENERALĂ A PROCESELOR DE DEFORMARE PLASTICĂ 1.1. GENERALITĂŢI Toate corpurile solide au proprietatea de a se deforma sub...

A.PROIECTAREA PROCESULUI TEHNOLOGIC DE PRELUCRARE A.1. Analiza piesei 1.1 Rolul funcțional al piesei In lipsa unui desen de ansamblu, se vor...

1.TEMA PROIECTULUI Studiul constructiv-functional al reperelor : R1: Coloana de ghidare R2: Piesa de tabla R3: Matrita-Poanson de indoire...

1. Introducere Piesele pot rezulta prin așchiere sau prin prelucrări prin deformare plastică la rece. Prin deformări plastice la rece, se pot...

1.1 Determinare dimensiunilor semifabricatului Date initiale: Diametru superior: Diametru inferior (poanson): d= 92 [mm] Inaltimea piesei...