
Extras din referat
GENERALITĂŢI
În vederea executării pieselor ce urmează a fi montate în ansamblele maşi¬nilor şi instalaţiilor, se folosesc semifabricate tăiate în prealabil la dimensiunile necesare, din tablă, benzi, bare, ţagle, platbande, profile etc. Operaţia de tăiere se poate efectua prin aşchiere, abraziune, forfecare, fricţiune, tăiere termică şi cu microaşchii.
În cazul tăierii termice a metalelor, separarea semifabricatului în doua părţi distincte se face pe seama arderii unei cantităţi de metal din zona tăie¬turii. Există mai multe metode de tăiere termică a metalelor : tăierea cu oxigen, tăierea cu plasmă, tăierea cu laser etc.
TĂIEREA CU OXIGEN
Tăierea cu oxigen ocupă în prezent primul loc în tehnica tăierii termice, în special a oţelurilor şi se realizează pe baza arderii metalului încălzit în prea¬labil (pînă '.a temperatura de aprindere în oxigen), conform reacţiei
3 Fe+2O2 = Fe3O4+Q.
Pe acest principiu există mai multe procedee de tăiere termică : tăierea
oxigaz, tăierea cu oxigen şi flux şi tăierea oxiarc.
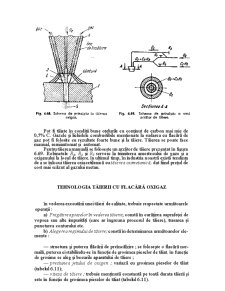
TĂIEREA OXIGAZ (fig. 6.68)
Metalul de tăiat 1 se încălzeşte cu ajutorul unei flăcări de gaze 2, pînă cînd începe arderea lui în oxigen, după care se proiectează un jet de oxigen 3 pe canalul axial al becului de tăiere 4. Metalul arde în acest jet, cu o degajare intensă de căldură Q. Jetul de oxigen trebuie să aibă viteză suficientă pentru ca oxidarea să fie localizată la o porţiune cît mai îngustă şi pentru a arunca zgura 5 în afară. Pentru ca un metal sau aliaj să poată fi tăiat prin acest procedeu, trebuie să îndeplinească următoarele condiţii :
— temperatura de ardere a metalului să fie mai mică decît temperatura de topire ;
— prin ardere, materialul trebuie să degaje o cantitate mare de căldură, pentru a compensa pierderile prin conductibilitatate şi pentru a preîncălzi rapid zonele învecinate, care urmează a se tăia ;
— conductibilitatea termică a materialului de tăiat să fie cît mai mică ;
— temperatura de topire a oxizilor rezultaţi să fie mai mică decît cea a materialului de tăiat pentru a putea fi îndepărtat cu uşurinţă.
Pot fi tăiate în condiţii bune oţelurile cu conţinut de carbon mai mic de 0,5% C. Gazele şi lichidele combustibile menţionate la sudarea cu flacără de gaz pot fi folosite cu rezultate foarte bune şi la tăiere. Tăierea se poate face manual, semiautomat şi automat.
Pentru tăierea manuală se foloseşte un arzător de tăiere prezentat în figura 6.69. Robinetele R±, R2 şi R3 servesc la trimiterea amestecului de gaze şi a oxigenului la locul de tăiere. în ultimul timp, în industria noastră există tendinţa de a se înlocui tăierea oxiacetilenică cu tăierea oximetanică, dat fiind preţul de cost mai scăzut al gazului metan.
TEHNOLOGIA TĂIERII CU FLACĂRĂ OXIGAZ
în vederea executării unei tăieri de calitate, trebuie respectate următoarele operaţii :
a) Pregătirea pieselor în vederea tăierii; constă în curăţirea suprafeţei de vopsea sau alte impurităţi (care ar îngreuna procesul de tăiere), trasarea şi punctarea conturului etc.
b) Alegerea regimului de tăiere; constă în determinarea următoarelor ele¬mente :
— structura şi puterea flăcării de preîncălzire ; se foloseşte o flacără nor¬mală, puterea ei stabilindu-se în funcţie de grosimea pieselor de tăiat. în funcţie de grosime se aleg şi becurile aparatului de tăiere ;
— presiunea jetului de oxigen ; variază cu grosimea pieselor de tăiat (tabe¬lul 6.11);
— viteza de tăiere ; trebuie menţinută constantă pe toată durata tăierii şi este în funcţie de grosimea pieselor de tăiat (tabelul 6.11).
c) Executarea operaţiei de tăiere. După reglarea parametrilor regimului
de tăiere, aparatul de tăiere se deplasează în punctul muchiei materialului
Preview document





Conținut arhivă zip
- Taierea Termica a Materialelor Metalice.doc
Alții au mai descărcat și

Capitolul 1 Introducere Tăierea termică reprezintă unul dintre procedeele de prelucrare cu largă aplicare la nivelul tuturor producătorilor de...

Să se proiecteze tehnologia de fabricaţie prin injectare a elementului de ambalare “Cutie” în condiţiile unei producţii de 20 000 de bucăţi /lună....

1.3. Alegerea maşinii de injectare La alegerea maşinii de injectare, în prima fază, se are în vedere ca volumul maxim de injectare al maşinii să...

Sa se proiecteze procesul tehnologic si stanta sau matrita pentru obtinerea piesei din figura 1. Materialul utilizat este TDA3 ( tabla decapata...

1. Principiul procedeului. Caracteristici generale 1.1 Principiul procedeului Arcul se stabileşte între capătul sârmei electrod, introdusă...

Prelucrarea prin injectie 1. Principiul injectării Prelucrarea prin injecţie este cel mai larg procedeu industrial de obţinere a articolelor...
Te-ar putea interesa și

Introducere Încercările mecanice practicate în prezent pe plan mondial în sudarea metalelor, pentru îmbinări sudate şi pentru metal depus, sunt...

Sã se studieze posibilitatea reducerii costurilor de producţie ale produsului iaht de lux, fabricat la întreprinderea S.C. STENTOR MARITIME...

Cap. 1. CONSIDERATII PRIVIND STADIUL ACTUAL AL PROCEDELOR DE TAIERE TERMICA Alegerea procedeului de debitare se face în funcţie de precizia impusă...

SCURT ISTORIC AL LASERULUI Desi dezvoltate relativ recent, procedeele de prelucrare cu laser ocupa un loc important între procedeele industriale...

CAPITOLUL 1 ANALIZA CONSTRUCTIVĂ, FUNDAMENTALĂ ŞI TEHNOLOGICĂ A CONSTRUCŢIEI SUDATE 1.1 Condiţii de exploatare a construcţiei sudate Condiţii...

CAPITOLUL 1 ANALIZA CONSTRUCTIVĂ, FUNDAMENTALĂ ŞI TEHNOLOGICĂ A CONSTRUCŢIEI SUDATE 1.1 Condiţii de exploatare a construcţiei sudate - Condiţii...
Capitolul 1 Introducere Tăierea termică reprezintă unul dintre procedeele de prelucrare cu largă aplicare la nivelul tuturor producătorilor de...

ANALIZA CONSTRUCTIV - FUNCȚIONALĂ A CONSTRUCȚIEI SUDATE 1.1. Condiţii de exploatare a construcţiei sudate Construcţia metalică CORP STOPA este...