
Extras din curs
Introducere:
a) Principiu metodei
Metoda Taguchi s-a impus pentru că s-a dovedit că mult mai eficientă decât celelalte metode de planificare a experiențelor. Ea derivă totuși din metoda experimentelor factoriale.
Genichi Taguchi propune o altă metodă pentru calculul efectelor medii ale factorilor și interacțiunilor, făcând astfel mult mai ușoară modelarea matematică. Răspuns la problema reducerii numărului de încercări l-a dat metoda planelor fracționate, care permite modelarea cu mult mai puține experiențe decât metoda planului complet.
Planul de experiențe Taguchi face parte dintre aceste plane fracționate și mai prezintă avantajul că este ușor de aplicat în practică.
Atunci când se stabilește numărul de experiențe ce implică studiul unui fenomen prin această metodă, trebuie respectate mai multe condiții restrictive. Aceste reguli sunt următoarele:
1. Regula ortogonalității, conform căreia numărul minim de experiențe ale unui plan
trebuie să fie mai mic decât cel mai mic multiplu comun al nivelelor și interacțiunilor disjuncte;
2. Regula gradelor de libertate, în conformitate cu care numărul minimal de experiențe realizat este egal cu numărul de grade de libertate ale modelului studiat;
3. Regula identităților se referă la situațiile când acțiunile unor factori sau ale unor
interacțiuni se confundă cu ale altora.
b) Funcția „pierdere a calității”
În conjunctura actuală, o mulțime de rațiuni determină producătorii din lumea întreagă să acorde o atenție deosebită calității. Deoarece produsele sunt rezultatele proceselor de fabricație, calitatea acestora este direct dependentă de calitatea proceselor tehnologice care le generează. Din acest motiv, multe din cercetările actuale sunt orientate spre ameliorarea calității proceselor.
Conceptele dezvoltate de specialiștii japonezi din domeniul calității, cu privire la conformitatea produselor, sunt diferențiate față de cele occidentale. Acestea arată că pot exista pierderi economice, cuantificabile financiar, chiar dacă produsele sunt obținute în limitele toleranțelor prevăzute.
Unul dintre cei mai de seama exponenți ai școlii japoneze din domeniul calității este, fără îndoială, doctorul Genichi Taguchi. Contribuția sa majoră constă în îmbinarea tehnicilor de inginerie cu cele de statistică matematică pentru a obține ameliorarea rapidă a costurilor calității, căutând optimizarea la nivelul proiectării produsului și al proceselor de fabricație, cu efecte benefice asupra exploatării produselor. Lui i se datorează definirea funcției pierdere a calității și raportul semnal/zgomot, ambele cu aplicații importante în ameliorarea costurilor.
Funcția “pierdere a calității” este o contribuție majoră adusă de G. Taguchi, care definește calitatea ca fiind o caracteristică ce evită pierderile de bani, nu numai pentru fabricant și beneficiar ci și la nivelul global, al întregii societăți. Astfel stând lucrurile, este firesc să se dea curs preocupării de a reduce cât mai mult posibil valoarea acestor pierderi.
Procesele de fabricație trebuie astfel organizate și conduse încât să ducă la execuția pieselor în limitele toleranțelor specificate, însă cu minimalizarea pierderilor financiare care decurg din funcția pierdere a calității. Acest lucru presupune reconsiderarea unor concepte și practici actuale. Abordarea problemei calității în maniera propusa de G. Taguchi, cunoscută și sub numele de Metoda Taguchi, a fost introdusă în Statele Unite începând cu anul 1980, mai întâi de AT&Bell Laboratories, continuând apoi cu companiile Ford Motor și Xerox.
Doctorul G. Taguchi a contribuit la constituirea American Supplier Institute, în scopul de a lărgi câmpul de difuzare a metodelor și ideilor sale. Acum acestea sunt adoptate și implementate în sute de întreprinderi industriale din Statele Unite. În Europa de Vest utilizarea abordării Taguchi a crescut doar după anul 1990, iar în țara noastră metoda este aproape neutilizată. În această situație, universităților românești le revine sarcina promovării acestei abordări moderne, în vederea atenuării decalajelor existente fată de țările dezvoltate.
Genichi Taguchi a enunțat ipoteza simplificatoare conform căreia pierderea este proporțională cu pătratul abaterii caracteristicii față de valoarea țintă. Funcția “pierdere a calității” definită de G. Taguchi este:
L(y) = k(y - yN)2
în care: L(y) este valoarea pierderii unitare, exprimată în unități monetare; y este valoarea caracteristicii măsurate; yN reprezintă valoarea nominală, adică valoarea țintă și k este o constantă de valorificare financiară, a cărei valoare depinde de cazul tratat.
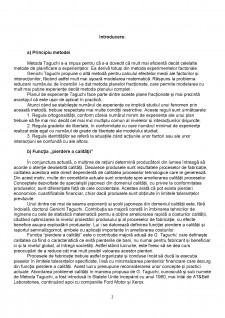
Relația între intervalul de toleranță și abordarea Taguchi este prezentată în figura următoare.
Relația dintre intervalul de toleranță și abordarea Taguchi
Se poate observa că pentru caracteristicile de calitate care se înscriu în limitele toleranței prevăzute în abordarea clasică, funcția pierdere a calității are valori diferite. Prin intermediul acestei funcții, G. Taguchi materializează ideea că pierderea este o funcție continuă a abaterii în raport cu valoarea țintă, și că această pierdere nu apare subit la trecerea unei limite de toleranțe, adesea definită într-o manieră arbitrară. Pierderea este minimă pentru y=yN, mărindu-se când valorile variază: mai întâi lent, apoi din ce în ce mai rapid, pe măsură ce ele se depărtează de valoarea țintă.
Industria occidentală este întotdeauna focalizată pe respectarea toleranțelor, neglijând dispersia acestora în raport cu valoarea nominală fixată. Unul dintre atuurile întreprinderilor nipone este că sunt tot mai interesate să respecte valorile fixate și să reducă progresiv dispersiile.
Funcția “pierdere a calității” permite cuantificarea calității unei singure piese sau a unui singur produs dat. În cazul unui proces de fabricație în serie se dorește evaluarea mediei calității unui lot sau eșantion de produse. Pentru a realiza aceasta, se utilizează media valorilor (yi - yN)2 numită abatere medie pătratică, unde yi reprezintă valorile y1, y2, ..., yn măsurate pe n piese din lot sau eșantion, și yN valoarea nominală. Se obține:
L(y) = k[s2+(-y−yN)2]
unde s reprezintă abaterea standard a valorilor măsurate y1, y2, yn și este media aritmetică a valorilor măsurate y−y1, y2, yn.. Pentru un singur produs Relația se particularizează, dând abaterii standard valoarea s=0.
Preview document





Conținut arhivă zip
- Metoda Taguchi.docx
Alții au mai descărcat și

Termenul de administrație provine de la latinescul “administer” - a sluji, a duce la îndeplinire o misiune comandată. Dicționarul explicativ al...

CAPITOLUL 1. MEDIUL – NOȚIUNI GENERALE Mediul reprezintă ansamblul factorilor ecologici, care ne oferă apă, oxigen, hrană, energie etc., în...

Principiile fundamentale ale procesului civil Principiul legalitatii Justitia se infaptuieste in numele legii Procesul civil se desfasoara in...

STATUL - reprezintă forma instituționalizată de organizare politică a unei colectivități umane constituite istoric și localizate geografic pe un...

Ce este informatia? Element de cunoastere care poate fi transmis si conservat datorita unui suport si unui cod. Mesaj folosit pentru a...

1964 C.Civ.- Obligatia este o legatura de drept in virtutea careia debitorul este tinut sa procure o prestatie creditorului iar acesta are dreptul...

INTRODUCERE Arhivistica și informarea documentară (documentaristica) sunt discipline care au ca sferă de cercetare documentele scrise. Activitatea...

1 . Explicati evolutia functiilor administratiei statului . In perioada comunista , administratia generala a statului a fost una puternic...
Te-ar putea interesa și

Introducere În zilele noastre, oriunde ai merge, ţi se pare că auzi mereu cuvântul „calitate”, mai ales în legătură cu cerinţele standardelor ISO...

Introducere Dat fiind specificul temei, complexitatea standardelor de calitate, evoluţia acestora, politica în domeniul calităţii, intrarea...

I. Neconformitatea pentru organizatie 1.1. Neconformitatile boala sau binefacere pentru organizatii In toate oganizatiile chiar performante,...

PREZENTAREA SOCIETĂŢII COMERCIALE S.C.ELECTROMUREŞ S.A. 1.1. Scurt istoric, prezentarea generală a întreprinderii, obiectul de activitate SC...

,,Calitatea este gratuită, noncalitatea costă!” CAPITOLUL 1 EVOLUŢIA MANAGEMENTULUI CALITĂŢII PRIN STRATEGIA ÎMBUNĂTĂŢIRII CONTINUE(KAIZEN) 1.1....

Capitolul I: Conceptul de calitate totala si definirea managementului calitatii totale 1.1 Calitatea totala Calitatea este considerată cea mai...

Raspunsuri intrebari 1. Comentati urmatoarele functii ale calitatii: - Functia de protectie a mediului - Functia sociala - Functia de...

1.Sistemul de Management al Calitatii. Generalitati Fondatori ai Managementului Calitatii Abordare procesuala Inceputurile managementului...