Extras din curs
1. Noţiuni generale
În construcţia de maşini sunt foarte multe piese care au una sau mai multe suprafeţe plane, cum ar fi, de exemplu, batiurile, carcasele, coloanele, mesele maşinilor-unelte etc. Unele dintre aceste suprafeţe ale pieselor îndeplinesc funcţii de bază, fiind prevăzutecu alezaje, altele cu rol de ghidare, de reazem sau de fixare.
Condiţiile tehnice care se impun suprafeţelor plane se referă la: planitatea suprafeţelor, paralelismul sau perpendicularitatea axelor faţă de suprafaţa plană principală a piesei, rectilinitatea suprafeţelor etc.
Suprafeţele plane pot fi prelucrate prin diferite procedee: rabotare, mortezare, frezare, broşare, strunjire plană, rectificare. Dintre procedeele de netezire a suprafeţelor plane se menţionează: frezarea fină, lepuirea şi răzuirea.
Alegerea procedeului de prelucrare economic depinde de forma şi dimensiunile piesei, de natura şi starea materialului, de precizia de prelucrare prescrisă şi de volumul de fabricaţie.
2. Rabotarea şi mortezarea suprafeţelor plane
Rabotarea se efectuează pe maşini de rabotat longitudinal (raboteze) sau pe maşini de rabotat transversal (şepinguri).
La rabotarea pe raboteze, masa împreună cu piesa execută o mişcare rectilinie alternativă. Avansul transversal, pe direcţie perpendiculară, este realizat de suportul cuţitului şi se produce intermitent după fiecare cursă de lucru. Aşchia este luată numai la cursa de lucru a mesei. Cu toate că la cursa în gol viteza este de 2 3 ori mai mare decât la cursa de lucru, totuşi pierderile de timp la cursele în gol fac ca rabotarea să fie un procedeu mai puţin productiv decât frezarea.
O caracteristică importantă a maşinilor de rabotat longitudinal este aceea că au ma multe suporturi portsculă: suporturi centrale şi suporturi laterale, care permit prelucrarea simultană a mai multor suprafeţe ale piesei.
Pe şepinguri, mişcarea rectilinie alternativă este executată de cuţitul fixat în port cuţitul de pe berbecul maşinii. Piesa de prelucrat fixată pe masa maşinii primeşte mişcarea de avans transversal, care se realizează intermitent, după fiecare cursă dublă a cuţitului.
Maşinile de rabotat longitudinal se construiesc cu două coloane sau cu o singură coloană şi sunt prevăzute cu l 4 cărucioare pe care se fixează cufiţele. Rabotezele cu o singură coloană se folosesc pentru prelucrarea pieselor cu lăţimea mai mare decât lăţimea mesei, când piesa nu ar putea trece pe sub traversa rabotezei cu două coloane.
Rabotezele şi şepingurile se folosesc pe scară largă la producţia individuală şi de serie mică, datorită universalităţii lor, simplităţii deservirii, preciziei suficiente de prelucrare şi costului mai mic în comparaţie cu maşinile de frezat. Cuţitele de rabotat sunt scule mai simple şi mai ieftine în comparaţie cu frezele, în ce priveşte domeniul de utilizare, rabotezele se folosesc de obicei pentru prelucrarea pieselor cu suprafeţe plane lungi, în timp ce şepingurile se utilizează pentru piese cu dimensiuni mici.
La fixarea pieselor pe masa rabotezei se va avea grijă să se evite producerea unor deformaţii datorită aplicării necorespunzătoare a forţelor de fixare, fapt deosebit de impor-tant în cazul operaţiei de finisare. La piese cu suprafeţe mari, lipsa unei bune planităţi a suprafeţei de aşezare va provoca deformări la fixare, de aceea, în acest caz, se recomandă să nu se aşeze direct pe masa maşinii, ci pe reazeme cu suprafaţă mică de contact.
Fixarea piesei de prelucrat se face cu ajutorul unor bride, fixate cu şuruburi pentru canale T.
La şeping, fixarea semifabricatelor se face direct pe masa maşinii sau într-o menghină, fixată pe masă. Nu se admite prelucrarea cu menghină nefixată.
Se folosesc cuţite de rabotat cu tăiş din oţel rapid sau cu plăcuţă din carburi metalice.
La raboteză, reglarea cuţitelor la dimensiune se face, de obicei, după trasaj sau după şabloane şi, mai rar, prin metoda aşchiilor de probă.
Precizia asigurată prin rabotare, în cazul unei aşezări şi fixări corecte a piesei, se carcaterizează prin următoarele valori:
- pe maşini de rabotat longitudinal, rectilinitatea în limitele de 0,02 mm pelungimea de 1000 mm, cu o abatere totală de la rectilinitate de 0,05 mm pe întreaga lungime a piesei;
- pe şepinguri, rectilinitatea în limitele de 0,02 mm pe 300 mm lungime.
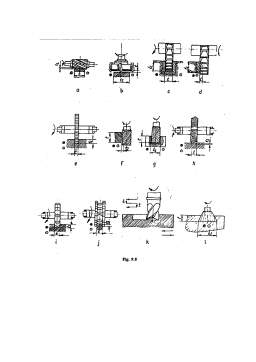
Pe maşinile de rabotat longitudinal se pot executa următoarele categorii de prelucrări ale suprafeţelor plane:
- Rabotarea suprafeţelor plane orizontale, verticale, înclinate sau în trepte.
- Suprafeţele orizontale se prelucrează, de obicei, cu cuţite fixate pe suporturile centrale de pe traversa maşinii, iar suprafeţele verticale se rabotează cu cuţite fixate pe suporturile laterale sau pe suporturile centrale. Suprafeţele cu înclinaţie mică şi lăţime mare se pot rabota prin copiere (fig. 9.1), folosind rigla l a cărei înclinare poate fi variată după necesitate. Scula portcuţit se leagă de riglă prin intermediul rolei 2, astfel încât atunci când se imprimă săniei suportului avansul intermitent orizontal, cuţitul se deplasează pe verticală, corespunzător înclinării riglei.
Preview document


















Conținut arhivă zip
- Tehnologia Prelucrarii Suprafetelor Plane.doc
Alții au mai descărcat și


Serviciul de descarcerare In mai 1993, cu sprijinul Serviciului de Urgenta al Spitalului Regal din Edinburgh a fost creata o camera de reanimare in...

CURS NR. 1 ALCATUIREA GENERALA A CONSTRUCTIILOR 1.Definitia constructiilor , particularităţi Constructiile sunt produse complexe imobile, care...

Cap.1. Introducere în Rezistenţa Materialelor 1. Generalităţi Rezistenţa materialelor este disciplina inginerească ce studiază comportarea...

Structura curs - Aspecte legislative – date statistice - Structuri retele de canalizare in zone urbane - Retele exterioare de canalizare de...
I. Arce din beton armat 1. Definiţie, Clasificare, Utilizare Definiţie: Arcele sunt elemente structurale plane cu axă curbă, încărcate în planul...

Clasificarea instalatiilor pentru constructii Din punt de vedere functional Inst alat i i de inc alzi re Inst alat i i de vent i lare si c ondi...
Funcţionalitatea şi dimensiunile unei construcţii trebuie să aibă la bază cunoaşterea dimensiunilor şi proporţiile corpului omenesc , precum şi a...
Te-ar putea interesa și

1.Elemente constructiv-funcţionale ale piesei 1.1. Schiţa piesei Pe desenul de execuţie al piesei au fost notate cu Sn suprafeţele acestuia care...

Capitolul I DATE INITIALE 1.1) Denumirea piesei : Capac Cilindru 1.2) Nr. Desen : MU 300.7.21.2./A 1.3) Denumire ansamblu : Dispozitiv 1.4)...

CAPITOLUL I 1. Principii generale de proiectare a proceselor tehnologice de prelucrare mecanica. 1.1 Principii tehnico-economice la proiectarea...

ARGUMENT Strungurile au o pondere foarte mare in atelierele de prelucrari mecanice prin aschiere, la productia individuala in serie si masa precum...

2 STUDIU DE NIVEL PRIVIND MECANISMELE DE GHIDARE A ROŢILOR 2.1 FUNCŢIUNILE SUSPENSIEI Suspensia automobilului realizeaza legatura elastica intre...

1. Analiza operaţiei de frezare Frezarea este operaţia de prelucrare prin aşchiere care se execută cu ajutorul unei scule aşchietoare numită...

PROCEDEE DE ASCHIERE Alegerea unui anumit procedeu de prelucrare se face pe baza caracteristicilor suprafetelor respective (dimensiuni,netezime,...

- Prelucrarea cu ajutorul ultrasunetelor. Definiţie. Domeniul frecvenţelor. Aplicaţii Ultrasunetele sunt vibraţii elastice care au frecvenţa mai...