
Extras din curs
Cadrul perimetrului larg al sistemelor de conducere a productiei, OPT (Optimized Production Technology) - Optimizarea Tehnologiilor de Productie a aparut ca o necesitate sau chiar o completare pentru unele din variantele existente; dintre acestea, apropierea cea mai evidenta este cu sistemele MRP si MRP ll. Punctul de plecare în conceperea si în implementarea acestor sisteme este programul de fabricatie care se stabileste pe baza unor comenzi încheiate anterior sau a unor previziuni statistice ale cererii, în functie de care se planifica sau se modifica programul initial de aprovizionare cu resurse materiale. Pe baza acestui program, se determina modalitatile de acoperire cu capacitate (pe tipuri de masini si utilaje, necesar de forta de munca pentru diferite specializari) si, doar în ultima instanta, se trece la modificarea programelor stabilite initial. În contrast cu sistemele de tip MRP, punctul central al unui sistem OPT este capacitatea disponibila a sistemului de productie în functie de care se vor determina programele de productie care se pot realiza într-o anumita perioada de timp. Pentru orice veriga din cadrul sistemului se poate calcula balanta de corelare capacitate- încarcare; ea reprezinta diferenta între timpul disponibil al unui tip de utilaj i (Tdi) si timpul total necesar realizarii unui volum de productie programat la acel tip de utilaj (Ttni). În managementul traditional al productiei sistemul are o veriga conducatoare, în raport cu care celelalte tipuri de utilaje înregistreaza un excedent sau un minus de capacitate. De aici se poate scrie relatia:
Tdi = Tdi – Ttni ( 3. 2 )
În functie de valoarea lui Tdi, care poate fi negativa sau pozitiva, acea veriga este considerata loc îngust sau cu excedent de capacitate.
În conceptia unui sistem OPT, abordarea se schimba într-o anumita masura din punct de vedere a locului îngust. Etimologic, locul îngust în engleza se traduce prin bottleneck, care tradus adliteram în limba româna înseamna “gât de sticla”. Este cât se poate de sugestiva traducerea adliteram, daca ne gândim ca acest gât determina pentru orice sticla cantitatea de lichid care se poate turna în / din sticla respectiva. Similar, se va întelege prin loc îngust în cadrul unui sistem OPT acea veriga (grupa de utilaje) care prin posibilitatile pe care le are - tehnic, de forta de munca sau de productivitate, imprima ritmul (cadenta) de productie pentru întregul sistem. Acest loc îngust va fi punctul de plecare în programarea tuturor activitatilor de productie.
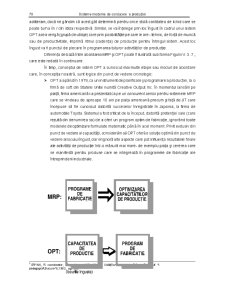
Diferenta de baza între abordarea MRP si OPT poate fi ilustrata sub forma Figurii nr. 3. 7., care este redata în continuare.
În timp, conceptul de sistem OPT a cunoscut mai multe etape sau moduri de abordare care, în conceptia noastra, sunt logice din punct de vedere cronologic:
OPT a aparut în 1979, ca un instrument de planificare si programare a productiei, la o firma de soft din Statele Unite numita Creative Output Inc. În momentul lansarii pe piata, firma americana l-a prezentat ca pe un concurent serios pentru sistemele MRP care se vindeau de aproape 10 ani pe piata americana precum si fata de JIT care începuse sa fie cunoscut datorita succeselor înregistrate în Japonia, la firma de automobile Toyota. Sistemul a fost criticat de la început, datorita pretentiei sale (care rezulta din denumirea sa) de a oferi un program optim de fabricatie, ignorând toate modelele de optimizare formulate matematic pâna în acel moment. Privit exclusiv din punct de vedere al capacitatii, consideram ca OPT ofera o solutie optima din punct de vedere al locului îngust, dar el ignora alte aspecte care pot influenta rezultatele finale ale activitatii de productie într-o masura mai mare- de exemplu piata si cererea care se manifesta pentru produse care se integreaza în programele de fabricatie ale întreprinderii industriale.
Preview document














Conținut arhivă zip
- Sisteme de Conducere a Productiei.doc
Alții au mai descărcat și

Introducere În condiţiile economiei de piaţă, activitatea economică este concentrată în veriga de bază a economiei - întreprinderi, firme - unde...

CAPITOLUL I ELEMENTE FUNDAMENTALE ALE DIAGNOSTICULUI ÎNTREPRINDERII 1.1. Definirea notiunii de diagnostic Etimologic, cuvântul „diagnostic”...

Introducere În această lucrare se face cunoştinţă cu principalele probleme care trebuie să le cunoască o persoană care doreşte să înceapă o...

CAP 1. ELEMENTE INTRODUCTIVE PRIVIND “ECONOMIA ŞI GESTIUNEA ÎNTREPRINDERII” 1.1.Definirea noţiunilor de economie, gestiune şi întreprindere 1.2....

Curs 1 Elemente introductive. Generalitati De ce un diagnostic? Inainte de a incepe sa rasp la aceasta intrebare important este de a clarifica...

1.3. CONTINUTUL PROCESULUI DE AEF AEF presupune utilizarea unui anumit ansamblu de metode, tehnici, în sensul caracterizarii activitatii unei...

Introducere Întreprinderea reprezintă componenta fundamentală a economiei. Ea este veriga de bază cu cele trei funcŃiuni si anume: producŃia,...

29 EVOLUTIA LIBERALISMULUI CLASIC ECONOMIC 1. CONTRIBUTIA LUI DAVID RICARDO (1772 – 1823) LA EVOLUTIA LIBERALISMULUI CLASIC ECONOMIC Ca si A....
Te-ar putea interesa și

1.1 Abordarea sistematica a întreprinderii Notiunea de sistem are un caracter relativ, în sensul ca orice sistem poate fi descompus în subsisteme...

CAPITOLUL I Caracteristicile tipologice ale firmei 1.1 Denumirea si statutul juridic Firma la care a fost efectuata practica ( 6 ore pe...

INTRODUCERE Managementul operaţional al producţiei aprofundează şi aplică cunoştinţele şi management general în domeniul funcţiunii de producţie a...

I. CARACTERISTICI TIPOLOGICE ALE FIRMEI 1.1 Denumirea si statul juridic S.C. “Diamant-ata” SRL este o persoana juridica româna 2004 cu sediul in...

Capitolul 1. Prezentarea Sistemului Informational al S.C. Moldoplast S.A. 1.1. Istoric Societate S.C. Moldoplast S.A. este succesoarea de...

INTRODUCERE Pentru recuperarea anilor pierduţi într-un sistem care a gândit altfel economia, libertatea şi dezvoltarea, şi pentru afirmarea în...

1.Enuntul cazului In cadrul firmei Raol se doreste extinderea si dezvoltarea domeniului de fabricatie al produselor pe care aceasta le execut. In...

Bunurile si serviciile ce se gasesc pe piata sunt realizate an cadrul sistemelor de productie. Sistemul de productie reprezinta un ansamblu ordonat...