Extras din curs
După cum s-a mai amintit în paragraful rezervat clasificării tehnicilor şi metodelor ingineriei sistemelor de producţie, alături de tehnicile şi metodele tradiţionale (clasice) şi tehnicile şi metodele moderne, incluse în grupajul cercetări operaţionale, se poate considera o altă grupă de tehnici şi metode intitulate metode de mijloc sau metode combinate. Metodele combinate desemnează sub această denumire un set de tehnici şi metode care îmbină atribute ale metodelor clasice cu atribute ale metodelor moderne sub forma unor proceduri de lucru complexe, cu o abordare cuprinzătoare. În prezentul capitol a fost inclusă şi o prezentare a câtorva din acestea, cu precizarea că ele conturează încă mai pregnant aspectele specifice ale problemelor abordate de ingineria sistemelor de producţie.
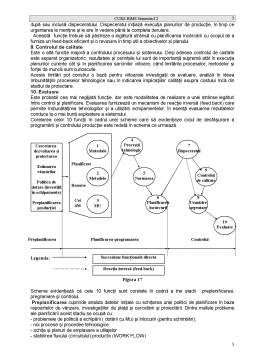
Programarea şi controlul producţiei
Cea mai înaltă eficienţă în producţie este obţinută prin fabricaţia cantităţii solicitate de produse, de calitate cerută, la termenul cerut prin cele mai bune şi cele mai economice metode. Pentru atingerea acestui obiectiv, programarea şi controlul producţiei (Production Planning and Control - PPC) reprezintă un instrument care coordonează toate acţiunile ce se derulează în cadrul procesului de producţie.
PPC - reprezintă creierul care acţionează asupra tuturor factorilor mai sus menţionaţi: cantitatea, calitatea, timpul şi preţul.
Stadiile PPC
În baza conceptului de PPC, activităţile din cadrul sistemului de producţie sunt cuprinse în trei stadii.
1. Planificarea (programarea) ( PLANNING ) începe cu o analiza a datelor furnizate în baza cărora se întocmeşte o schemă de utilizare a resurselor firmei în vederea atingerii obiectivelor propuse într-un mod cât mai eficient.
2. Operarea (derularea operaţiilor) (OPERATIONS) se îndeplineşte în acord cu detaliile elaborate în planul de producţie elaborat în stadiul anterior.
3. Controlul (CONTROL) iniţiază şi supervizează operaţiile cu ajutorul unui mecanism de control care furnizează informaţiile de feed-back despre progresul activităţilor în procesul de producţie. Acest mecanism este de asemenea responsabil şi de ulterioarele ajustări, modificări şi redefiniri ale planurilor şi obiectivelor în scopul atingerii scopului iniţial.
În felul acesta PPC - poate fi în sinteză definit ca fiind modalitatea de dirijare şi coordonare a resurselor materiale şi umane spre atingerea obiectivelor de producţie predeterminate în cel mai eficient mod disponibil.
În postura sa de creier al sistemului nervos central al programului de producţie, PPC este responsabil de reuşita alocării fiecăreii componente dar şi a ansamblului, la locul şi momentul cuvenit, în scopul de a stabili progresul derulării operaţiilor în concordanţă cu programul , graficul, orarul convenit în timp şi spaţiu.
Funcţiile
Funcţiile PPC pot fi incluse în 10 categorii prin care sunt reflectate adresările PPC în cadrul sistemului de porucţie.
1. Materialele - includ materiile prime repere finite sau semifinite care trebuie să fie diponibile atunci când sunt solicitate astfel încât fiecare activitate productivă să demareze la termenul prevăzut.
Această funcţie a PPC include :
- întocmirea specificaţiilor pentru materiale cu respectarea cerinţelor dimensionale şi de calitate;
- stabilirea cantităţilor şi a disponibilităţilor lor;
- stabilirea datelor de livrare;
- standardizarea şi reducerea varietăţii materialelor;
- procurarea şi verificarea, inclusiv la nivel de produse finite sau semifinite de la subcontractanţi (furnizori specializaţi).
2. Metodele (tehnologiile)
Scopul acestei funcţii este de a analiza variantele posibile de fabricaţie ca şi de a încerca nominalizarea celei mai bună metode, compatibile cu un set dat de circumstanţe ( condiţii) şi facilităţi date.
Această analiză acoperă atât studiul general cât şi studiul intim al proceselor tehnologice pentru fabricaţia componentelor sau ansamblelor ca şi dezvoltarea detaliată a specificaţiilor metodelor aplicate. Rezultatul acestor studii îl constituie determinarea succesiunii operaţiilor pentru produsul descompus în componente, repere, subansamble şi ansamblu general. Succesiunea operaţiilor este condiţionată ( modificată) de limitările unei anumite scheme de amplasare a utilajelor sau unui anumit flux productiv.
3. Maşinile unelte şi echipamentele
Metodele de fabricaţie au procedat la o relaţionare cu facilităţile de producţie disponibile, în paralel cu întocmirea unui studiu privind politica de înlocuire (schimbare) a echipamentelor.
Politica de întreţinere - separare, planificare şi exploatare conţine alte aspecte luate în considerare în elaborarea unui program responsabil în care să fie analizate şi aspectele posibile de întreruperi, căderi, rezerve pentru dublare. Aici se include şi problematica sculelor, dispozitivelor şi verificatoarelor.
4. Procesul tehnologic (traseul tehnologic)
Conţine descrierea derulării procesului productiv în cadrul sistemului de producţie respectiv şi este relaţionat cu amplasarea utilajelor, cu problematica depozitelor temporare pentru materii prime şi materiale precum şi cu sistemele de manipulare şi transport. Traseul tehnologic este o funcţie fundamentală a producţiei pe care se bazează toate planificările ulterioare.
5. Normareaa
Când comenzile de producţie şi fişele tehnologice sunt disponibile cu toate datele necesare (cantităţi, avansuri, viteze, folosirea accesoriilor în proces şa) se pot calcula timpii operaţionali. Această funcţie implică la fel de bine utilizarea extensivă a analizei pe operaţii în conjuncţie cu procesul tehnologic ca şi procedeele de măsurare, în scopul stabilirii standardelor (normelor) de timp pentru realizare.
Elementul uman este o preocupare centrală în măsurarea muncii datorită faptului că este deosebit de sensibil la norme de muncă şi la scheme stimulative de plată (sisteme de plata stimulative). Deci el trebuie să reflecte consecvent, într-o largă dispersie a valorilor, timpii operaţionali ca şi în variaţiile largi şi probabileale timpii programaţi datorită unor instabilităţi în proces.
Preview document


Conținut arhivă zip
- Programarea si Controlul Productiei I.doc
Alții au mai descărcat și

INTRODUCERE Atât din punct de vedere teoretic cât şi din punct de vedere pragmatic, managementul reprezintă azi unul dintre domeniile aflate...

INTRODUCERE Realizarea obiectivelor organizaţiei este imposibilă în absenţa participării oamenilor. Răspunsul la întrebarea "Ce îi determină pe...

Capitolul 1. DATE INIŢIALE 1.1. Tema proiectului Programarea şi conducerea producţiei pentru fabricarea unui set de trei repere R1, R3, R9 din...

Istoric Odată cu începutul secolului al XX-lea, Frederick Taylor (1856-1915), „părintele managementului ştiinţific“, a iniţiat studii detaliate...

Apetenţa faţă de conceptul de leadership s-a relansat cu mai multă vigoare în ultimile decenii, într-o încercare tot mai accentuată de a găsi...


Managementul performanţei reprezintă un concept nou în domeniul administrarii afacerilor, chiar dacă cele mai multe dintre elementele sale majore...

Tehnologia joacă un rol central în crearea unor noi produse precum şi în îmbunătăţirea performanţelor celor existente. Schimbarea tehnologică este...
Te-ar putea interesa și

Cap. I Managementul operational al productiei – notiuni generale, componente 1.1 Managementul operational al productiei – componenta a...

Misiunea Misiunea firmei este de a satisface nevoile imediate ale clientilor oferindu-le o gama variata de produse. Prima prioritate este aceea...

Analiza diagnostic a fost iniţiată în ţările dezvoltate industrial după anii 60 ca o metodă de perfecţionare a managementului unei firme....

Introducere Prin planificare, în general, se înţelege activitatea de programare, organizare, coordonare şi conducere pe bază de plan a activităţii...

INTRODUCERE Managementul operaţional al producţiei aprofundează şi aplică cunoştinţele şi management general în domeniul funcţiunii de producţie a...

CAPITOLUL 1 - ARGUMENT Structura organizaţiei este o parte a organizării de ansamblu a firmei. Aceasta din urmă implică o serie de activităţi...

MODULUL 1. INTRODUCERE IN STUDIUL LIMBAJELOR DE PROGRAMARE 1.1 Notiuni generale privind limbajele de programare 1.2 Clasificarea limbajelor de...

1 STRATEGIA – DEFINITII SI CARACTERISTICI 1.1 Definirea strategiei Strategia este ansamblul de decizii si actiuni referitoare la alegerea...