Extras din curs
N110 T03 D03 M06
N120 G92 S5000 (limitarea turatiei arborelui princ. la 5000 rot/min.)
N130 G96 S120 M41 M3 (pornire rotatie, vit. de asch. const, 120 m/min)
N140 G42 X20 Z45 (prel. contur, scula pe partea dreaptă)
N150 G01 X30 Z40 (interp. liniară)
N160 X80 Z15
N170 X110
N180 G03 X120 Z10 I-5 K0 (interp. circulară)
N190 Z0
N200 G00 X125
N210 G97 S800 (rotatie cu 200 rot/min)
N220 G40 X150 Z200 (anulare corecţie de rază)
. . .
În etapa de reglare a strungului se introduce din panoul maşinii lungimea şi raza la vârf a sculei. Cuvântul D03 activează luarea în consideraţie a valorilor introduse. Raza intervine ori de câte ori se activează deplasarea pe echidistantă (G41 sau G42).
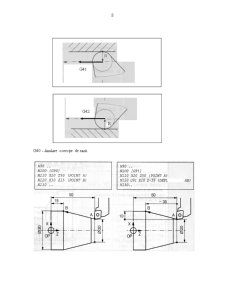
G40 - Anulare corecţie de rază.
Interpolarea circulară
Fraza conţine coordonatele X şi Z ale punctului final şi coordonatele I şi K ale centrului arcului de cerc, absolute sau în raport cu punctul iniţial. Unele echipamente admit ca, în cazul arcelor mai mici de 180˚, coordonatele I şi K să fie înlocuite prin R - raza arcului.
Exemplu:
%300
N10 G00 G52 X150 Z300
N20 T01 D01 M6
N30 S1000 M41 M04
N40 G95 F0.1
N50 X20 Z90 (apropiere de A)
N60 G96 S120
N70 G01 Z80 (A)
N80 G02 X50 Z65 R15 (B)
N90 G03 X50 Z35 I30 K50 (C)
N100 G00 X150
. . .
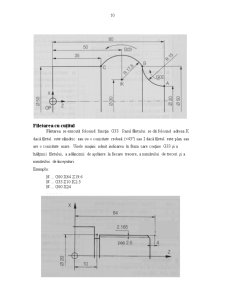
Filetarea cu cuţitul
Filetarea se execută folosind funcţia G33. Pasul filetului se dă folosind adresa K dacă filetul este cilindric sau cu o conicitate redusă (<45˚) sau I dacă filetul este plan sau are o conicitate mare. Unele maşini admit indicarea în fraza care conţine G33 şi a înălţimii filetului, a adâncimii de aşchiere la fiecare trecere, a numărului de treceri şi a numărului de începuturi.
Preview document






Conținut arhivă zip
- Fabricatie Asistata Curs 2.doc
Alții au mai descărcat și

INTRODUCERE Exploatarea zăcămintelor de petrol din ţara noastră se face prin mai multe sisteme şi anume: erupţie naturală, erupţie artificială,...

PARTEA I.PROIECTAREA TEHNOLOGIEI DE FABRICAŢIE 1. Analiza funcțional - constructivă a piesei 1.1 Codificarea și clasificarea suprafețelor piesei...

CAPITOLUL I. Analiza şi completarea datelor iniţiale (de bază) provind proiectarea tehnologică a aparatului şi subansamblului precizate în tema...

1.1. PROIECTAREA DISPOZITIVELOR DE AMESTECARE Generalitati In aparatele destinate realizarii proceselor de amestecare, mediul primeste energie...

1.1 Noiuni generale Fiabilitatea este o caracteristic` de calitate, ce ast`zi reprezint` una dintre principalele cerine ale beneficiarilor....
Fiabilitatea poate fi determinat` [n urm`toarele moduri: - previzional - cu ajutorul tabelelor de date privind durata de via` sau rata...

Generatorul de abur reprezinta o instalatie termicÎ care utilizeazÎ energia termica rezultatÎ prin arderea combustibililor clasici sau prin...

Turbomasinile sunt masini rotative la care comprimarea gazului sau vaporilor se obtine prin actiunea unui rotor asupra curentului permanent de gaz,...
Te-ar putea interesa și

Argument Pe piaţa mondială actuală, consumatorii au posibilitatea de a alege dintr-o gamă uriaşă de produse din ce în ce mai diversificate....

Cap. I Caracterizarea mediului de afaceri în care evoluează Teraplast S.A. 1.1 Date de identificare Teraplast S.A. face parte din grupul...

I. Notiuni introductive privind reproiectarea. Reproiectarea reprezinta o solutie parametrica, care permite rezolvarea majoritatii problemelor...


Introducere în “Calitate” si “Managementul calitatii” 1.1. Prezentare generala a problemei calitatii Pe masura ce tehnologiile evolueaza, oferta...

1.1 Noţiuni Economia ca obiect de studiu gestiunea eficientă a resurselor. Ingineria reprezintă aplicarea cunoştiinţelor ştiinţifice, matematice...

PREFATA Departe de a reprezenta doar o fascinaţie, grafica pe calculator a pătruns în viaţa noastră cotidiană, de la jocurile computerizate la...

Prelucrarea prin injectie 1. Principiul injectării Prelucrarea prin injecţie este cel mai larg procedeu industrial de obţinere a articolelor...