Extras din curs
Generalităţi
Pregătirea ambalajelor înainte de umplere este o condiţie esenţială a conservării produselor în stare igienică. Aceasta se realizează prin operaţia de spălare, care la ambalajele mari este o operaţie uşoară deoarece impurităţile sunt formate, în general, din praf şi resturi provenite de la sticle sparte, în timp ce la ambalajele mici (cutii, sticle, borcane) spălarea devine mai dificilă deoarece, mai ales buteliile, pot avea resturi de grăsime şi depuneri solide cu rezistenţă mare la desprindere şi spălare (pot avea chiar şi etichete vechi lipite).
Gradul de murdărire a ambalajelor este diferit, depinzând de caracterul produsului ре care l-au conţinut anterior, de condiţiile de păstrare după golire, de modul de transport la locul de condiţionare.
Alegerea aparaturii de spălare, a detergenţilor, precum şi a temperaturii soluţiei de spălare se face în funcţie de: tipul ambalajelor, gradul lor de murdărire, tipul cleiului folosit la etichetare, materialul folosit la confecţionarea etichetei, duritatea apei de spălare.
În general, temperatura maximă a soluţiei alcaline de spălare este 60-80°C, iar concentraţia acesteia de 0,2 - 2%.
Maşinile şi mecanismele de spălare pot fi clasificate după mai multe criterii:
a. după principiul de funcţionare:
cu acţiune intermitentă; cu acţiune continuă.
b. după modul de implicare în fluxul de producţie:
c. maşini speciale; maşini agregat. с după mişcarea relativă dintre recipient şi organele de lucru:
- maşini monopoziţionale (butelia este fixă, iar organele de lucru se deplasează în
raport cu aceasta);
- maşini la care butelia se deplasează de la o poziţie (zonă) la alta aflându-se în
purtători (casete) speciali, la fiecare poziţie desfăşurându-se o anumită operaţie;
- maşini la care butelia se deplasează continuu, iar organele de lucru intervin în
anumite momente pentru desfăşurarea operaţiilor caracteristice spălării;
- maşini la care butelia se deplasează împreună cu organul de lucru,în mai toate
etapele,în care se realizează una sau mai multe operaţii.
Această ultimă clasificare este valabilă pentru toate maşinile care intră în structura unei linii de îmbuteliere a lichidelor (spălare, dozare, umplere, închidere, etichetare, etc.).
d. după destinaţie:
maşini universale; maşini specializate.
e. după principiul cinematic:
maşini cu transportor conveior:
- cu lanţ cu casete:
- fără lanţ cu casete (tip bandă); maşini cu tambur rotativ; maşini tip carusel.
f. după modul de spălare:
prin injecţie (şpriţuire);
prin înmuiere - injectare;
prin înmuiere - injectare - spălare mecanică.
g. după numărul băilor de înmuiere:
cu o singură baie;
cu mai multe băi. h. după modul de mişcare al conveiorului:
cu mişcare intermitentă;
cu mişcare continuă. i. după modul de amplasare al mecanismelor de încărcare - descărcare:
pe aceeaşi parte a maşinii;
pe mai multe părţi.
j. după capacitatea buteliilor există maşini pentru butelii de: 0.1 l; 0.3 l; 0.5 l; 0.75 l; 0.8 l; 1 l; 1.2 l; 1.5 l; 2 l, etc.
După stabilirea gradului de murdărire a ambalajelor (cutii, navete, butelii, butoaie, bidoane, etc.), este necesar a se indica mediul de spălare care se va utiliza în maşină. Alegerea mediului de spălare se face ţinând seama de caracteristicile stratului de murdărie de pe suprafaţa ambalajului. Astfel, impurităţile pot fi grupate în două categorii, după posibilităţile de îndepărtare a acestora de pe ambalaje:
- impurităţi (de natură organică sau anorganică) care se dizolvă în apă (zahăr,
melasă, amidon, albumine, săruri minerale);
- impurităţi care nu se dizolvă în apă (silicaţi, ceruri, coloranţi, grăsimi animale şi
vegetale, etc.).
Procesul de spălare a sedimentului de pe suprafaţa ambalajului poate fi separat în două etape: etapa de umflare a sedimentelor depuse pe ambalaj datorită pătrunderii lichidului în capilarele acestora şi etapa desprinderii impurităţilor de pe suprafaţa ambalajului, datorită pătrunderii lichidului de spălare în zona dintre sediment şi ambalaj, urmată de dizolvarea puternică a sedimentului. Prima etapă este influenţată semnificativ de concentraţia lichidului de spălare care determină timpul spălării. S-a constatat practic, că lichidul de spălare cu NaOH are o concentraţie optimă cuprinsă între 1,5 - 2,5%.
Acţiunea de spălare a soluţiilor de spălare depinde de capacitatea de a fi adsorbite de sediment (activitate de suprafaţă) cu care formează o peliculă de vâscozitate şi rezistenţă mare. Este important a se utiliza medii de spălare cu concentraţii suficient de mari care să corespundă unei adsorbţii optime, astfel încât să se formeze pelicula amintită, după care concentraţia ar trebui să fie redusă pentru a asigura dispersia impurităţilor în soluţia de spălare.
Limita de separare a fazelor este influenţată de însuşirile mediului de spălare: pentru înmuiere - capacitatea de a intra în contact cu suprafaţa de curăţat; pentru emulsionare - capacitatea de a dizolva albuminele şi a dispersa impurităţile; pentru dezinfectare - capacitatea de a distruge microorganismele.
Pentru a realiza efectul de spălare, se utilizează soluţii sodice sau acide, la temperaturi ridicate. Temperatura şi concentraţia trebuie astfel alese pentru a asigura solubilizarea stratului de impurităţi şi dispersarea în soluţie a acestora. Temperatura optimă se consideră a fi cuprinsă între 60-65°C, iar concentraţia soluţiei între 0,2 - 2,5%, în funcţie de temperatura soluţiei, de puritatea apei, de natura substanţei de spălare şi de gradul de murdărire al ambalajului.
La ambalajele din sticlă, încălzirea acestora trebuie să se facă lent cu soluţii din ce în ce mai calde, evitându-se variaţiile bruşte, până se ajunge la temperatura maximă, pentru a nu provoca spargerea sticlelor datorată şocului termic. Pentru spălare pe timp de iarnă, căderea de temperatură dintre două zone alăturate se recomandă a fi de 5-10°C.
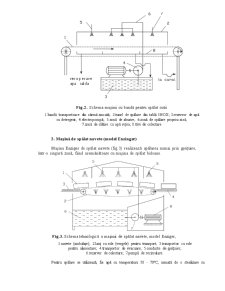
Maşinile de spălat realizează spălarea în trei faze distincte: înmuierea şi desprinderea sedimentului de impurităţi; înlăturarea sedimentului şi spălarea; clătirea cu apă curată.
Înmuierea se realizează prin cufundarea ambalajelor într-o baie de soluţie de spălare şi menţinerea la temperatura de 35-40°C, iar spălarea se face fie prin acţiunea jetului de lichid care iese cu presiune prin duze de şpriţuire, fie prin acţiunea simultană a jetului şi a unor dispozitive mecanice (perii). Clătirea se face mai întâi cu apă caldă pentru îndepărtarea soluţiei de spălare, iar apoi cu apă rece pentru a aduce ambalajele la temperatura mediului înconjurător sau la temperatura de dozare a produselor ce se ambalează. S-a constatat că spălarea cu jet de presiune are rezultate mai bune decât spălarea prin înmuiere sau spălarea cu dispozitive mecanice.
Preview document








Conținut arhivă zip
- Masini de Spalat Recipiente.doc
Alții au mai descărcat și

1 Prese cu surub Presele cu surub constituie din punct de vedere istoric cea mai veche grupa de utilaje pentru prelucrarea metalelor prin...

ARGUMENT Tema de proiect se intitulează „Puntea faţă – extractorul universal”, subiect care face parte din tematica studiată de-a lungul anilor de...

3.5. Automatizarea procesului de proiectare a traseului tehnologic în baza traseelor tip şi complexe Ca date iniţiale pentru elaborarea traseului...

1 GENERALITĂŢI INTRODUCTIVE 1.1. Acţionarea pneumatică Existenţa staţiilor centrale de compresoare şi a reţelelor de aer comprimat în uzinele...

Transmisii cu roţi dinţate pentru: transmiterea miscării de rotatie sau transformarea miscării de rotatie în miscare de translatie şi invers....

Introducere Evoluţia cursului Organe de maşini influenţează considerabil asupra progresul rapid al construcţiei de maşini. Construcţia de maşini...

Mecanismul de direcţie influenţează într-o măsură importantă siguranţa circulaţiei, -17-22% din accidentele tehnice sunt cauzate de mecanismul de...

1.Probleme generale Ca orice produs tehnologic, autovehiculul este supus din chiar momentul intrării sale în exploatare unui proces continuu de...
Te-ar putea interesa și

- Materiale grafice 1.1 Conservarea produselor horticole prin pasteurizare şi termos-terilizare Pasteurizarea şi termosterilizarea sunt...

Tehnologii de prelucrare a păstăilor de fasole verde Condiţii de calitate a materiei prime Materia primă - legume proaspete trebuie să corespundă...

CAPITOLUL I INTRODUCERE. JUSTIFICAREA DOMENIULUI ABORDAT Sucurile de fructe sunt acele băuturi obţinute din diferite specii de fructe, coapte şi...

PARTEA I TEMA DE CERCETARE: MODIFICAREA POLIZAHARIDELOR ÎN VEDEREA OBŢINERII UNOR ADITIVI PENTRU CIMENT I GENERALITĂŢI 1. POLIZAHARIDELE...

1. TEMA DE PROIECTARE TEHNOLOGIA DE FABRICARE A EXTRACTULUI DE MĂCEŞ 2. MEMORIU TEHNIC În primul rând, ţin să mulţumesc pe această cale...

I. MEMORIU JUSTIFICATIV 1. OBIECTIVUL PROIECTULUI Denumirea obiectivului proiectat Obiectivul proiectat îl constituie o linie tehnologică de...

CAP.1 TEMA PROIECTULUI Să se proiecteze o linie tehnologică pentru fabricarea zacuscăi cu ciuperci cu o capacitate de 2000 kg materie primă/zi...

CAPITOLUL I “MATERII PRIME” 1. Generalitati Prima rosie s-a copt in urma cu trei mii de ani in Peru, sub soarele fierbinte al Anzilor...