Extras din curs
9.1. Aspecte de bază ale procesului de îndoire
Îndoirea este o operaţie de deformare plastică a semifabricatului realizată prin
încovoiere plană în jurul unei muchii (de regulă rectilinie). La această deformare, straturile de
metal din interiorul porţiunii îndoite se comprimă în direcţie longitudinală şi se întind în direcţie
transversală, în timp ce straturile de la exteriorul zonei îndoite se întind în direcţie longitudinală
şi se comprimă în direcţie transversală (fig. 9.1). Acest mod de deformare a materialului în
timpul îndoirii conduce la o stare neuniformă de tensiuni şi deformaţii, destul de complexă.
Între straturile exterioare şi cele interioare ale zonei îndoite se află unul a cărui
lungime nu se modifică, tensiunea de întindere din el fiind nulă, şi care poartă numele de strat
neutru. Poziţia lui în raport cu suprafaţa interioară a zonei îndoite este determinată prin
coeficientul x0 (sau raza sa de curbură rn).
Distorsionarea secţiunii transversale este mai puternică atunci când dimensiunile
secţiunii transversale ale semifabricatului sunt comparabile, dar pentru grosimi g mici şi lăţimi b
comparativ mult mai mari (cazul tablelor subţiri) aceasta nu mai este sesizabilă, având de-a face
de fapt cu o altă schemă a stării de tensiuni şi deformaţii.
Sub aspect tehnologic se deosebesc două situaţii de îndoire:
Ä - îndoirea cu rază de îndoire, când r > 0,1g;
Ä - îndoirea cu rază de îndoire mică (sau fără rază), când r = (0 0,1)g, caz în care
apare o deformare plastică foarte importantă şi diferită de cea de la îndoirea obişnuită
(anterioară);
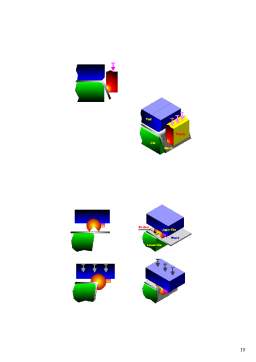
La îndoirea cu rază de îndoire, fazele succesive
de deformare ale semifabricatului solicitat la încovoiere sunt
cele din figura 9.2. Se remarcă că pe măsură ce procesul de
îndoire avansează, raza de curbură şi lungimea de rezemare l
se micşorează treptat, astfel încât, momentul de încovoiere
dat de reacţiunile din punctele de rezemare ale
semifabricatului pe placa de îndoire va fi maxim la sfârşitul
deformării. Tot atunci se va realiza şi un contact mai
complet dintre semifabricat şi placa de îndoire.
Pentru a analiza starea de tensiuni din zona îndoită, se consideră un sistem de referinţă
polar având axa q orientată după direcţia tangenţială la zona îndoită şi axa r după direcţia normală
la aceiaşi zonă (fig.9.3). Considerând că avem de-a face cu o problemă plană de tensiuni şi
deformaţii în care tensiunile sr şi sq sunt tensiuni normale principale, ecuaţia de echilibru a
tensiunilor ce acţionează asupra unui volum infinit mic de material are forma:
Pentru această situaţie, condiţia de plasticitate
Tresca are forma:
sr - sq = ±Rc , (9.2)
urmând ca starea de tensiuni să fie analizată separat pentru zona
întinsă, în care rm £ r £ R, şi pentru cea comprimată, în care r £
r £ rm , unde rm este raza medie; r - raza curentă; Rc este limita
de curgere a materialului, iar celelalte notaţii au semnificaţia
din figura 9.1 şi 9.3. Semnul plus se consideră pentru zona
comprimată iar minus pentru cea întinsă.
Rezolvând sistemul compus din ecuaţiile (9.1) şi
Preview document





















Conținut arhivă zip
- Procedee de Prelucrare prin Indoire.pdf
Alții au mai descărcat și

INTRODUCERE Exploatarea zăcămintelor de petrol din ţara noastră se face prin mai multe sisteme şi anume: erupţie naturală, erupţie artificială,...

PARTEA I.PROIECTAREA TEHNOLOGIEI DE FABRICAŢIE 1. Analiza funcțional - constructivă a piesei 1.1 Codificarea și clasificarea suprafețelor piesei...

Capitolul 1 Locul si rolul dispozitivelor de manipulare automata in sistemele flexibile de fabricatie 1.1. Introducere Definitie. Dispozitivele...

1. CONDIŢII FUNCŢIONALE. Supapele sunt piesele mecanismului de distribuţie care prin mişcarea lor asigură introducerea încărcăturii proaspete în...

CAPITOLUL I. Analiza şi completarea datelor iniţiale (de bază) provind proiectarea tehnologică a aparatului şi subansamblului precizate în tema...

A.PROIECTAREA PROCESULUI TEHNOLOGIC DE PRELUCRARE A.1. Analiza piesei 1.1 Rolul funcțional al piesei In lipsa unui desen de ansamblu, se vor...

TEMA ŞI ETAPIZAREA PROIECTULUI Se vor proiecta procesul tehnologic şi sculele necesare penrtu execuţia reperului indicat în anexă 1. Studiul...

1.1. PROIECTAREA DISPOZITIVELOR DE AMESTECARE Generalitati In aparatele destinate realizarii proceselor de amestecare, mediul primeste energie...
Te-ar putea interesa și

1.1. Introducere Prelucrarea metalelor prin deformare la rece se realizează în urma unor operații de tăiere, de deformare sau combinații ale...

CAPITOLUL 1: Studiu bibliografic 1.1 Introducere Dezvoltarea impetuoasă a ştiinţei şi tehnicii determină tendinţe noi în prelucrarea metalelor...

CAPITOLUL I PREZENTARE GENERALĂ A PROCESELOR DE DEFORMARE PLASTICĂ 1.1. GENERALITĂŢI Toate corpurile solide au proprietatea de a se deforma sub...

CAPITOLUL I PREZENTARE GENERALĂ A PROCESELOR DE DEFORMARE PLASTICĂ 1.1. GENERALITĂŢI Toate corpurile solide au proprietatea de a se deforma sub...

1.Memoriu de prezentare 1.1 Introducere Prelucrarea metalelor prin deformare la rece se realizează în urma unor operații de tăiere, de deformare...

TRAGEREA PE CALAPOD Tragerea pe calapod a pieselor din tablă se utilizează mai ales la fabricarea unor piese cu arii mari, relativ plane, în...

1.1 Dispozitii generale Art. 1. - (1) Normele generale de protectie a muncii cuprind principii generale de prevenire a accidentelor de munca si...
