
Extras din curs
CURS 1.
SUDAREA PRIN DIFUZIE (45).
Sudarea prin difuzie face parte din categoria procedeelor de sudare prin presiune, fără metal de adaos, la care îmbinarea se realizează prin difuzia reciprocă a atomilor pieselor în contact, încălzite în vid, în atmosferă protectoare sau în lichid, sub acţiunea unei forţe de presare.
Deci, în anumite condiţii de presiune şi temperatură se produce interacţiunea la nivel atomic între cele două metale de sudat şi difuzia prin suprafaţa de separaţie.
Îmbinarea prin difuzie se poate executa principial în două moduri :
- Difuzia în fază solidă la care procesul de îmbinare se produce la o temperatură inferioară temperaturii de apariţie a fazei lichide.
- Difuzia eutectică la care procesul de îmbinare se produce la o temperatură egală sau chiar mai mare decât temperatura eutectică din diagrama sistemului considerat, fapt ce determină ca între piese, la limita de separaţie, să apară un strat subţire lichid cu concentraţie eutectică ce accelerează difuzia.
Un procedeu nou de sudare prin difuzie este reprezentat de sudarea prin difuzie activată, la care procesul este accelerat prin folosirea unui strat intermediar aşezat între cele două componente de îmbinat.
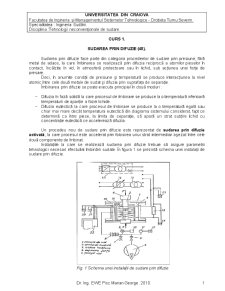
Instalaţiile la care se realizează sudarea prin difuzie trebuie să asigure parametrii tehnologici necesari efectuării îmbinării sudate. În figura 1 se prezintă schema unei instalaţii de sudare prin difuzie.
Fig. 1 Schema unei instalaţii de sudare prin difuzie.
Sudarea prin difuzie se foloseşte la îmbinarea materialelor metalice de aceleşi tip sau de tipuri deosebite. Se aplică in tehnica aerospaţială, nucleară, şi în alte domenii la care îmbinarea prin procedee convenţionale este greu sau imposibil de realizat. În figura 2 sunt prezentate combinaţiile posibile ale materialelor sudabile prin procedeul de sudare prin difuzie.
Fig. 2. Combinaţii de materiale sudabile prin procedeul de sudare prin difuzie.
În principiu este preferată îmbinarea cap la cap, iar încălzirea metalelor în vederea sudării se realizează de regulă prin încălzirea zonei sudurii prin rezistenţă cu stabilirea unui curent prin ansamblul pieselor, sau cu CIF prin inducţie.
Cei mai importanţi parametrii de sudare sunt :
- Temperatura de sudare
- Presiunea exercitată asupra îmbinării
- Timpul de sudare
- Deformarea la sudare
- Calitatea suprafeţei
- Atmosfera protectoare
Temperatura de sudare se află sub linia solidus (Ts) şi deasupra temperaturii de recristalizare (Tr) :
Tr Tsud Ts (1).
Aceasta favorizează difuzia atomilor şi favorizează curăţirea suprafeţelor sudate. Domeniile de temperatură orientative pentru sudare prin difuzie sunt prezentate în figura 3.
Presiunea de sudare este situată în domeniul 1 – 30 N/mm2, şi în combinaţie cu temperatura produce o deformaţie plastică a vârfurilor asperităţilor, iar contactul mărit dintre suprafeţe favorizează legăturile atomice dintre materiale, în cel mai simplu caz prin recristalizare.
Preview document























































Conținut arhivă zip
- Curs 1.doc
- Curs 10.doc
- Curs 2.doc
- Curs 3.doc
- Curs 4.doc
- Curs 5.doc
- Curs 6.doc
- Curs 7.doc
- Curs 8.doc
- Curs 9.doc
Alții au mai descărcat și

ANALIZA CONSTRUCTIV - FUNCȚIONALĂ A CONSTRUCȚIEI SUDATE 1.1. Condiţii de exploatare a construcţiei sudate Construcţia metalică CORP STOPA este...

1. SUDAREA CU ARC ELECTRIC Sudarea reprezintă procedeul fizico-chimic prin care se realizează o îmbinare iemontabilă între două componente....

SUDAREA MIG/MAG Procedeul de sudare MIG/MAG a început să se dezvolte din anul 1947, atunci când pe piața din SUA au apărut primele instalații...

Sudarea metalelor - sudarea manuala prin topire cu energie electrica - sudarea cu arc electric sub strat de flux - sudarea cu arc electric...

Cursul nr. 1. Introducere. 1.1 Mașina unealta. Definiții Mașină: Sistem tehnic alcătuit din corpuri solide, cu mișcări relative determinate,...

INTRODUCERE ÎN TEHNOLOGIILE DE PRELUCRARE ŞI CONTROL 1.1. CICLUL DE VIAŢĂ AL PRODUSELOR Ciclul de viaţă al unui produs cuprinde trei etape...

Tema : Echilibru rotorului cu pozitie cunoscuta a maselor dezechilibrate Scopul lucrarii: A lua cunostinta de metodele echilibrarii statice si...

Te-ar putea interesa și

I. GENERALITĂŢI 1.1. INTRODUCERE Progresul rapid al tehnicii, este condiţionat de dezvoltarea şi aplicarea unor procedee tehnologice moderne...

INTRODUCERE Procedeu de sudare prin frecare cu element activ rotitor (FSW) a fost inventat de Wayne Thomas la TWI în Anglia (1991) [1] , şi...

Capitolul .1. Probleme Generale 1.1.Obiectul proiectului . Obiectul proiectului îl constituie , realizarea în construcţie sudată a...

CAPITOLUL I MECANIZAREA ŞI AUTOMATIZAREA PROCESELOR DE SUDARE 1.1. Generalităţi Tehnologia sudării ocupă pe plan mondial o pondere din ce în ce...

1. Introducere Laboratoarele, atelierele şi halele în care se derulează procese de sudare sunt dotate cu echipamente pentru sudare şi echipamente...

1. Introducere 1.1 Interacţiunea dintre lucrările de sudare şi mediul ambiant Activităţile de sudare sau de procese conexe ale sudării sunt...

CAPITOLUL I PROCESE ŞI PROCEDEE DE SUDARE 1.1 Definitii si terminologie Sudarea este un procedeu de imbinare nedemontabila a doua materiale,...

CAPITOLUL I INTRODUCERE 1.1. GENERALITĂŢI Fracturile colului femural ( cervicală pură, cervicotrohanteriană, peritrohanteriană) se întâlnesc la...