Extras din curs
2.1. Scule aşchietoare folosite la tarodare
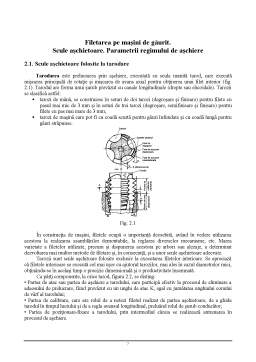
Tarodarea este prelucrarea prin aşchiere, executată cu scula numită tarod, care execută mişcarea principală de rotaţie şi mişcarea de avans axial pentru obţinerea unui filet interior (fig. 2.1). Tarodul are forma unui şurub prevăzut cu canale longitudinale (drepte sau elicoidale). Tarozii se clasifică astfel:
- tarozi de mână, se construiesc în seturi de doi tarozi (degroşare şi finisare) pentru filete cu pasul mai mic de 3 mm şi în seturi de trei tarozi (degroşare, semifinisare şi finisare) pentru filete cu pas mai mare de 3 mm;
- tarozi de maşină care pot fi cu coadă scurtă pentru găuri înfundate şi cu coadă lungă pentru găuri străpunse.
Fig. 2.1
În construcţia de maşini, filetele ocupă o importanţă deosebită, având în vedere utilizarea acestora la realizarea asamblărilor demontabile, la reglarea diverselor mecanisme, etc. Marea varietate a filetelor utilizate, precum şi dispunerea acestora pe arbori sau alezaje, a determinat dezvoltarea mai multor metode de filetare şi, în consecinţă, şi a unor scule aşchietoare adecvate.
Tarozii sunt scule aşchitoare folosite exclusiv la executarea filetelor interioare. Se apreciază că filetele interioare se execută cel mai uşor cu ajutorul tarozilor, mai ales în cazul diametrelor mici, obţinându-se în acelaşi timp o precizie dimensională şi o productivitate însemnată.
Ca părţi componente, la orice tarod, figura 2.2, se disting:
• Partea de atac sau partea de aşchiere a tarodului, care participă efectiv la procesul de eliminare a adaosului de prelucrare, fiind prevăzut cu un unghi de atac K, egal cu jumătatea unghiului conului de vârf al tarodului;
• Partea de calibrare, care are rolul de a netezi filetul realizat de partea aşchietoare, de a ghida tarodul în timpul lucrului şi de a regla avansul longitudinal, preluând rolul de şurub conducător;
• Partea de poziţionare-fixare a tarodului, prin intermediul căreia se realizează antrenarea în procesul de aşchiere.
Fig. 2.2
După modul de antrenare, tarozii pot fi clasificaţi în tarozi de mână şi tarozi de maşină.
Tarozii de mână se execută pentru filetarea manuală în seturi de doi sau trei tarozi, fiecare îndepărtând o anumită cotă parte din adaosul total de prelucrare. Regimul de aşchiere realizat manual este foarte puţin intens şi permite realizarea acestor scule din oţeluri de scule aliate sau nealiate.
Tarozii de maşină execută filetul complet dintr-o singură trecere. Fiind supuşi unor regimuri de lucru intense, sunt executaţi din oţel rapid şi au în mod obligatoriu diametrul exterior şi flancurile rectificate prin detalonare.
Rectificarea profilului tarozilor asigură acestora unele avantaje, cum sunt: frecare mică, precizie şi mai ales durabilitate mai mare, prin îndepărtarea stratului de metal decarburat de la tratamentul termic.
Particularităţile constructiv-geometrice ale tarozilor
Conul de atac reprezintă unul din elementele de bază, pe această porţiune efectuându-se aşchierea propriu-zisă. Pentru conuri lungi, cu unghi K mic, se angajează un număr mare de spire în aşchiere, iar grosimea aşchiei pe dinte rezultă mică. În aceste situaţii, forţa specifică de aşchiere fiind mare, se impun scule cu tăişuri bine ascuţite, însă calitatea suprafeţei prelucrate este foarte bună.
La conuri de atac scurte, cu unghi K mare, forţele specifice razultă mai mici, iar forţele axiale au mărimi apreciabile.
Se recomandă ca lungimea conului de atac să fie aleasă după cum urmează:
a). Pentru tarozi de mână în trei seturi:
• Tarodul I, l1 = (5 ÷ 6)p;
• Tarodul II, l1 = (3 ÷ 4)p;
• Tarodul III, l1 = 2p.
b). Pentru tarozi de maşină, lungimea conului de atac se alege mai mare, în funcţie de natura materialului prelucrat şi de tipul găurii:
• Pentru alezaje deschise, l1 = (5 ÷ 20)p sau l1 = (0,25 ÷ 0,65)la;
• Pentru alezaje înfundate, l1 = (2 ÷ 4)p.
Se recomandă, de asemenea, pentru o ghidare mai bună la începutul tarodării, alegerea diametrului la vârful conului mai mic decât diametrul interior al filetului de prelucrat, relaţia următoare, în care lo≅p.
Lungimea părţii active (la), se stabileşte în funcţie de pasul filetului executat, de felul alezajului (înfundat sau de trecere) şi de lungimea conului de atac. Se poate utiliza relaţia:
în care K0 = 12 ÷ 17.
Preview document





Conținut arhivă zip
- Scule Aschietoare pentru Gaurire.doc
Alții au mai descărcat și

In vederea executarii unor operatii de prelucrare prin gaurire, largire sau alezare, sunt utilizate dispozitive de asezare pentru piesele ce...



1.1 Dispozitii generale Art. 1. - (1) Normele generale de protectie a muncii cuprind principii generale de prevenire a accidentelor de munca si...

Raportul se stabileste în conformitate cu programa practicii de iniţiere în atelierele didactice cu succesiunea lucrului îndeplinit în secţii,...

Tema : Echilibru rotorului cu pozitie cunoscuta a maselor dezechilibrate Scopul lucrarii: A lua cunostinta de metodele echilibrarii statice si...

Scopul lucrării:Familiarizarea cu elementele de bază ale sistemului MATLAB, precum si deprinderea in lucru cu acest sistem. Mersul lucrării:...

I. Elemente ale sistemului MATLAB 1.Comenzile de redactare a rândului Tasta Combinaţia de taste Destinare ↑ Ctrl+P Răsfoirea comenzilor...
Te-ar putea interesa și

La momentul dat avem de proiectat o sculă de tip freza disc modul pentru frezarea roţilor dinţate, ea are o construcţie destul de complicată,...

TEMA PROIECTULUI: Sa se realizeze tehnologia de prelucrare a piesei Flansa ovala , avându-se în vedere un lot de 500 de bucati. CAPITOLUL 1....

1. Studiul tehnic 1.1. Studiul piesei pe baza desenului de execuție al piesei 1.1.1. Rolul funcțional al piesei Piesa face parte din ansamblul...

REZUMAT In lucrarea de faţă a fost conceput, proiectat şi executat un dinamometru tensometrii rezistiv pentru măsurarea forţei axiale şi a...

Capitolul I STRUNGURI AUTOMATE CU CAP REVOLVER 1.1 CONSTRUCŢIA ŞI CINEMATICA STRUNGURILOR AUTOMATE CU CAP REVOLVER În scopul satisfacerii...

CAPITOLUL 1. CAPETE DE GĂURIT MULTIAX. GENERALITĂŢI. CLASIFICARE. TIPURI CONSTRUCTIVE. 1.1.Generalităţi. Metoda de găurire cu capete multiax...

DEBITAREA face parte din categoria prelucrarilor prin aschiere, cu o foarte larga gama de posibilitati de prelucrare, necesitand scule dedicate, de...
