
Extras din curs
NECONVENŢIONALE
Procedee de prelucrare prin aşchiere prezentate anterior devin ineficiente din punct de vedere economic sau chiar imposibil de aplicat în anumite situaţii, cum ar fi:
- suprafeţele de prelucrat au configuraţii complexe;
- prelucrarea unor piese confecţionate din metale şi aliaje cu proprietăţi deosebite (rezistenţa foarte mare la rupere, refractaritate ridicată, rezistenţe înalte la coroziune şi cavitaţie, fragilitate mare, etc.);
- obţinerea unei precizii dimensionale foarte ridicate şi a unei calităţi foarte bune a suprafeţelor prelucrate şi realizarea unor alezaje microdimensionale;
- realizarea unor productivităţi sporite în condiţiile unor însemnate economii de combustibili convenţionali, materii prime şi resurse energetice.
Aceste limitări au determinat apariţia şi dezvoltarea unor metode de prelucrare noi care se numesc tehnologii neconvenţionale, la care îndepărtarea adaosului de prelucrare se face sub formă de microparticule ca urmare a interacţiunii dintre piesa – semifabricat şi un agent eroziv. Agentul eroziv este un sistem fizico – chimic sau fizico – mecanic complex care cedează piesei energie de natură electrică, electromagnetică, electrochimică, termică, chimică, mecanică sau de radiaţie. Energia agentului eroziv distruge stratul superficial al piesei de prelucrat prin topire, vaporizare, sublimare, ruperi de material sub formă de microparticule sau prin coroziune. În toate cazurile, pentru erodarea stratului superficial al piesei de prelucrat, energia agentului eroziv trebuie să depaşească energia de legatură a particulelor de material. De asemenea, particulele erodate trebuie îndepărtate de spaţiul de lucru deoarece ele pot frâna sau chiar oprii continuarea eroziunii.
În acelaşi timp, tehnologiile neconvenţionale au un cost de prelucrare mai ridicat, datorită valorii mari a utilajelor şi gradului avansat de automatizare. Procedeele clasice de prelucrare sunt mai eficiente la piesele cu prelucrabilitate uşoară şi complexitate redusă, iar tehnologiile neconvenţionale sunt indicate la piesele cu prelucrabilitate dificilă şi complexiatate ridicată.
Clasificarea procedeelor de prelucrare prin eroziune se face după mai multe criterii (natura energiei distructive, natura agentului eroziv, fenomenul fundamental, etc.), în continuare prezentându-se o clasificare după natura agentului eroziv.
CAPITOLUL 1
PRELUCRAREA PRIN ELECTROEROZIUNE
1.1. Generalităţi
Prelucrarea prin electroeroziune se bazează pe efectele erozive complexe, discontinue şi localizate ale unor descărcări electrice prin impuls, amorsate repetat între electrodul – sculă 1 şi piesa de prelucrat 2 (fig. 1.1) care sunt conectate la sursa de curent U. Piesa şi electrodul – sculă sunt scufundate în dielectricul 3 şi între ele există un spaţiu S numit interstiţiu de prelucrare în care au loc descărcările electrice. Acestea conduc la desprinderi de material atât din electrodul – sculă, cât mai ales din piesă.
Descărcarea electrică are mai multe stadii (fig. 1.2): 1 - luminescenţa (strapungerea mediului dielectric prin eliberarea unor electroni sau ioni de către electrodul – sculă); 2 - scânteie (formarea canalului de plasmă termică); 3 - arc nestaţionar (stabilizarea parametrilor U şi I); 4 – încheierea ciclului de descărcare. Un ciclu nu durează mai mult de 10-1s.
În canalele de descărcare se formează plasma ( ) care topeşte şi vaporizează rapid materialul piesei, fenomenul petrecându-se sub forma unor microexplozii care se aud şi se văd. Simultan apar şi unde de şoc mecanice care, împreună cu gazele care iau naştere, deprimează canalele de plasmă şi conduc la apariţia unor bule de gaz în interstiţiul de lucru. Presiunea în aceste bule este foarte mare, astfel că ea asigură şi evacuarea particulelor erodate din microcraterele formate.
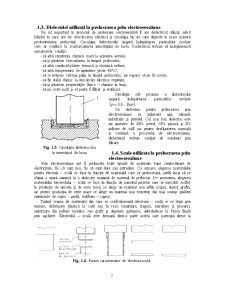
1.2. Fenomene fizico – mecanice şi chimice la prelucrarea prin electroeroziune
În interstiţiul de lucru au loc microdescărcări electrice care străpung dielectricul 3 dintre electrodul – sculă 1 şi piesa 2 simultan, într-o infinitate de puncte, formându-se microcananlele 4, între vârfurile asperităţilor, unde rezistenţa electrică este minimă (fig. 1.3). Aceste canale au diametre de la câţiva micrometrii până la şi lungimi de sau chiar de câţiva milimetrii. În aceste canale se formează plasma care topeşte şi vaporizează rapid vârfurile asperităţilor. Energia electrică se transformă deci în energie calorică şi în energie mecanică, ultima producând unde de şoc care înlătură microparticulele erodate.
Producerea unei descărcări este urmată de o creştere locală a interstiţiului, ceea ce determină ca urmatoarele descărcări să se amorseze în noi zone.
Temperatura ridicată din canalele ionizate determină fenomene de pirogenare, adică reacţii chimice între gazele aflate la temperaturi înalte, aceste reacţii consumând % din energia impulsurilor. Procesul de piroliză determină depunerea unei pelicule de gaze pe electrodul – sculă, fapt ce face ca uzura acestuia să fie mai mică. Dacă în dielectric se adaugă 2% sulf, mişcarea uzurii electrodului – sculă ajunge la %, datorită îngroşării peliculei protectoare.
După cum am menţionat, procesul de electroeroziune conduce la apariţia unei microparticule care trebuie evacuată rapid din interstiţiul de lucru, în caz contrar procesul fiind încetinit sau chiar întrerupt complet. Eliminarea lor se face prin undele de şoc care apar, prin explozia bulelor de gaz şi mai ales datorită circulaţiei forţate a dielectricului. Presiunea dielectricului nu poate fi însă prea mare, pentru că ar conduce la distrugerea canalelor de ionizare.
Preview document


























Conținut arhivă zip
- Tehnologii Neconventionale.doc
Alții au mai descărcat și

INTRODUCERE Exploatarea zăcămintelor de petrol din ţara noastră se face prin mai multe sisteme şi anume: erupţie naturală, erupţie artificială,...

PARTEA I.PROIECTAREA TEHNOLOGIEI DE FABRICAŢIE 1. Analiza funcțional - constructivă a piesei 1.1 Codificarea și clasificarea suprafețelor piesei...

- CATEGORII DE MATERIALE COMPOZITE – - CLASIFICAREA COPOZITELOR - Varietatea mare de materiale compozite face ca la clasificarea acestora să fie...

Capitolul 1 TENDINŢE ŞI DEZVOLTĂRI ÎN CONDUCEREA AUTOMATĂ ŞI ADAPTIVĂ A MAŞINILOR UNELTE În timp s-au conturat mai multe direcţii importante în...

Prelucrarea materialelor metalice utilizand tehnologiile neconvenţionale în vederea obţinerii unor produse a apărut ca o necesitate obiectivă,...

CAPITOLUL I. Analiza şi completarea datelor iniţiale (de bază) provind proiectarea tehnologică a aparatului şi subansamblului precizate în tema...

1.1. PROIECTAREA DISPOZITIVELOR DE AMESTECARE Generalitati In aparatele destinate realizarii proceselor de amestecare, mediul primeste energie...

Procedee neconvenţionale de prelucrare a materialelor Premise: utilizarea unor materiale şi aliaje din ce în ce mai performante; evoluţia...
Te-ar putea interesa și

1. TEHNOLOGIA CLASICĂ DE FABRICAŢIE 1.1. Itinerarul tehnologic de realizare a piesei prin tehnologii clasice 1.1.1. Turnare sub vid Turnarea în...

Introducere Dezvoltarea şi evoluţia firească a proceselor de prelucrare plecând de la viteze de aşchiere de zeci de metri pe minut în anul 1800,...

1.Sa se proiecteze tehnologia neconventionala a piesei suport de roata de carucior,seria de fabricatie 40 buc. 2. Realizarea 3D a modelului...
Prelucrarea materialelor metalice utilizand tehnologiile neconvenţionale în vederea obţinerii unor produse a apărut ca o necesitate obiectivă,...

CAPITOLUL 1. INTRODUCERE Ca urmare a extinderii proceselor degradării solului datorită agriculturii convenţionale şi a greşelilor tehnologice,...

1. Descriere Proiectul de fata Laser Cutting. Tehnologia de fabricarea discurilor de frana, intocmit cu scopul de a fi sustinut in cadrul...

Tehnologia neconvenţională de fabricare prin depunere de material topit este cunoscută ca FDM (Fused Deposition Modeling – denumire proprietară a...

Produs prin : FREZARE Reper : UTCN-F1 Nr. desen :UTCN-1 Seria de fabricaţie : 4 bucati Nr. oper.Denumirea şi schiţa...