Extras din curs
Calibrarea profilului fasonat U
Profilele fasonate U se laminează în principiu pe aceleaşi tipuri de laminoare ca şi profilele I standard : laminoare liniare, semicontinue şi continue. Caracteristicile profilelor U sunt cuprinse în STAS 564-79, pentru profilele standard nr. 6,5 — 30 şi în STAS 7551-66, pentru profilele economice.
Primele profile U au fost laminate începînd cu anul 1873 în S.U.A. În (fig.) este prezentată calibrarea profilului U de 266,7 mm laminat la Pittsburg în acel an, prin metoda îndoirii aripilor (metoda „fluture").
Calibre de tip fluture pentru laminarea profilului U ( Pittsburg – S.U.A. , 1873 )
Particularitatea esenţială a laminării profilelor U comparativ cu profilele I este aceea că în timp ce laminarea profilelor I se realizează prin alternanţa aripilor deschise cu aripile închise, profilele U se laminează numai prin deformare în aripi deschise.
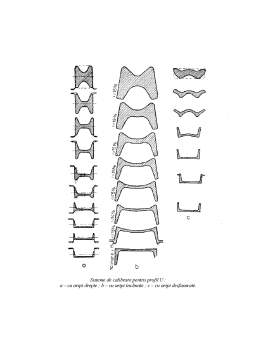
Sisteme de calibrare a profilului U. Ca şi pentru celelalte profile fasonate şi pentru profilul U există mai multe sisteme de calibrare. Dintre acestea cele mai utilizate sunt : sistemul de calibrare de tip I cu înclinări mici (sub 3%) ; sistemul cu inimă curbată şi aripi înclinate (15—25)% şi sistemul cu aripi desfăşurate (fig.).
Sisteme de calibrare pentru profil U :
a – cu aripi drepte ; b – cu aripi înclinate ; c – cu aripi desfasurate.
Sistemul de calibrare de tip I (fig., a)
a
- a avut o larga răspândire în primele decenii ale secolului, având avantajul că se pot utiliza cilindrii cajelor degrosisoare şi pregătitoare pentru aceleaşi numere de profile I şi U. În aceste condiţii parcul de cilindri este mai redus, micşorandu-se şi numărul de cilindri care trebuiau restrunjiţi. În prezent aceste avantaje nu mai există deoarece la actualele întreprinderi metalurgice, programul de producţie nu poate asigura succesiunea în timp a laminării profilelor I şi U de acelaşi număr, iar restrunjirea poate fi realizată con¬comitent pentru cilindrii tuturor cajelor. Dezavantajele acestui sistem sunt :
— înălţimea mare a semifabricatului-priză care se deformează cu un consum mare de energie datorită reducerii suplimentare a aripilor calibrelor de tip I, producându-se şi o pronunţată uzură a calibrelor pregatitoare, în care are loc această reducere ; consum ridicat de cilindri datorită înclinării mici a aripilor, diametre mari ale cilindrilor la cajele cu calibre de control de tip închis şi altele.
În prezent, practic acest sistem nu se mai utilizează.
Preview document


































Conținut arhivă zip
- Calibrarea Profilului Fasonat U si Profilului Patrat
- Calibrarea Profilului Fasonat U.doc
- CALIBRAREA PROFILULUI PATRAT.docx
Alții au mai descărcat și

Fonta se obtine prin topirea si reducerea minereurilor de fier in cuptoare speciale numite furnale.Fontele obtinute in furnale se numesc fonte...

1. ASPECTE GENERALE DESPRE BIOMATERIALE. CARACTERISTICILE MATERIALELOR CERAMICE SI COMPOZITE Biomaterialele sunt produse de natură anorganică sau...

MĂRFURI METALICE 1.Marfuri metalice. Maºini de gatit. Convectoare. Centrale termice. Boilere. (fara caracteristici) 2.Marfuri metalice. Metode...

4. INSTALATII PENTRU SUDAREA SUB STRAT DE FLUX Pentru marirea productivitatii sudarii si imbunatatirea calitatii imbinarilor sudate, in cazul...

1. CONŢINUTUL ACTIVITĂŢII DE PROIECTARE Prin proiectare se înţelege activitatea utilă, care are ca obiect elaborarea complexului de documentaţii...

PROCESE DE ELABORARE A METALELOR Prepararea minereurilor metalice În naturã metalele se gãsesc rar în stare nativã, cel mai des sub formã de...


1.1. GENERALITĂŢI PRIVIND MODELAREA ŞI OPTIMIZAREA PROCESELOR Ţinând cont de caracteristicile industriei metalurgice, şi anume: - este mare...
Te-ar putea interesa și

1.1. PRELUCRAREA METALELOR ŞI ALIAJELOR PRIN DEFORMARE PLASTICĂ 1.1.1. Noţiuni generale Deformarea plastică reprezintă totalitatea fenomenelor de...

1.1 Dispozitii generale Art. 1. - (1) Normele generale de protectie a muncii cuprind principii generale de prevenire a accidentelor de munca si...