
Cuprins
- 1.7. FABRICAREA PIESELOR DIN FONTĂ PRIN TURNARE
- (Prof.univ.dr.ing. M.Chişamera, Prof.univ.dr.ing. I.Ripoşan, Prof.univ.dr.ing. L.Sofroni, Sl.ing. S.Stan)
- 1.7.1. Elaborarea fontelor destinate turnării în piese
- 1.7.1.1. Particularităţile elaborării fontei
- 1.7.1.2. Materii prime utilizate la elaborare
- 1.7.1.3. Elaborarea fontei în cubilou
- 1.7.1.3.1. Particularităţile procesului de topire în cubilou
- 1.7.1.3.2.Caracteristicile principale ale cubilourilor din turnătoriile de fontă
- 1.7.1.4. Elaborarea fontei în cuptoare electrice cu încălzire prin inducţie
- 1.7.1.4.1. Particularităţile constructiv – funcţionale ale CEI
- 1.7.1.4.2. Relaţii de bază care definesc parametrii tehnici ai CEI cu creuzet
- 1.7.1.4.3. Interacţiuni chimice în CEI cu creuzet cu căptuşeală acidă
- 1.7.1.4.4. Procese metalurgice specifice elaborării fontelor în CEI cu creuzet acid
- 1.7.1.5. Elaborarea fontei în cuptorul electric cu arc
- 1.7.1.5.1. Particularităţi constructiv – funcţionale ale CEA
- 1.7.1.5.2. Procese metalurgice specifice elaborării fontei în CEA
- 1.7.1.6. Particularităţile elaborării fontei în cuptorul rotativ cu flacără
- 1.7.1.7. Elaborarea fontelor în sisteme duplex
- 1.7.1.8. Prelucrarea fontei în afara agregatului de elaborare
- 1.7.2. Modificarea fontelor
- 1.7.2.1. Modificarea grafitizantă (inocularea)
- 1.7.2.1.1. Efectul modificării grafitizante (inoculării) asupra
- structurii fontelor
- 1.7.2.1.2. Mecanismul acţiunii inoculării în fontele cu grafit
- 1.7.2.1.3. Sisteme de modificatori grafitizanţi
- 1.7.2.1.4. Tehnici de modificare grafitizantă
- 1.7.2.1.5. Controlul inoculării la fontele cu grafit lamelar
- 1.7.2.2. Modificarea compactizantă
- 1.7.2.2.1.Condiţiile formării grafitului în fontele supuse modificării
- compactizante
- 1.7.2.2.2. Condiţiile obţinerii fontelor cu forme compacte de grafit.
- 1.7.2.2.3. Sisteme de modificatori compactizanţi
- 1.7.2.2.4. Fenomene fizico-chimice care au loc la tratarea fontelor cu modificatori compactizanţi
- 1.7.2.2.5. Tehnici de modificare compactizantă
- 1.7.2.2.6. Controlul modificării compactizante
- 1.7.2.3. Modificarea fontelor albe
- 1.7.3. Turnarea fontelor în piese
- 1.7.3.1. Particularităţile sistemului de alimentare
- 1.7.3.2. Alegerea sistemului de alimentare şi a poziţiei de atac
- 1.7.3.3. Elemente de calcul ale sistemului de alimentare
- 1.7.3.4. Utilajul de turnare
- 1.7.3.5. Parametrii procesului de turnare
- 1.7.4. Defecte specifice ale structurii pieselor turnate din fonte modificate.
- 1.7.4.1. Defecte în piesele turnate din fonte modificate cu grafit lamelar.
- 1.7.4.2. Defecte în piesele turnate din grafit nodular
- 1.7. FABRICAREA PIESELOR DIN FONTĂ PRIN TURNARE
- (Prof.univ.dr.ing. M.Chişamera, Prof.univ.dr.ing. I.Ripoşan, Prof.univ.dr.ing. L.Sofroni, Sl.ing. S.Stan)
- 1.7.1. ELABORAREA FONTELOR DESTINATE TURNĂRII ÎN PIESE
- 1.7.1.1. PARTICULARITĂŢILE ELABORĂRII FONTEI
Extras din curs
A. Sisteme de echilibru ale fontelor turnate
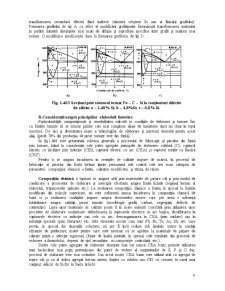
Fontele tehnice sunt aliaje complexe Fe – C – X (X = Si, Mn, P, S elemente de aliere) care-şi modifică sistemul de echilibru în funcţie de compoziţia chimică, viteza de răcire şi tipul tratamentului de modificare. În fig.1.462 este prezentată diagrama binară Fe – C cu cele două stări de echilibru suprapuse, respectiv, transformare în sistem stabil Fe – Grafit şi metastabil Fe – Fe3C iar în tabelul 1.205, parametrii caracteristici ai celor două diagrame de fază.
Fig.1.462. Diagramele de fază Fe – C (grafit) şi Fe – Fe3C (cementită)
sistem stabil; sistem metastabil
Tabelul 1.205
Parametrii caracteristici ai diagramelor de fază
Fe – C(grafit) şi Fe – Fe3C (cementită)
Reacţia* Conţinutul de carbon, % Temperatura
oC Tipul reacţiei
Sistemul stabil Fe–C (grafit) 0 2 862 Fierbere
g ↔ L
L ↔ Feδ 0 1 538 Topire
Feδ ↔ Feγ 0 1 394 Alotropică
Feγ ↔ Feα 0 912 Alotropică
L + ss Feδ-C ↔ ss Feγ-C [0,09; 0,16; 0,53] 1 493 Peritectică
ss Feγ-C ↔ ss Feα-C + C (grafit) [0,021; 0,65; 100) 740 Eutectoidă
L ↔ ss Feγ-C + C (grafit) [2,11; 4,2; 100) 1 153 Eutectică
g ↔ C (grafit) 100 3 827 Sublimare
Sistemul metastabil Fe–Fe3C (cementită) [0,022; 0,76; 6,67) 727 Eutectoidă
ss Feγ-C ↔ ss Feα-C + Fe3C (cementită)
L ↔ ss Feγ-C + Fe3C [2,14; 4,3; 6,67) 1 147 Eutectică
L ↔ Fe3C 6,67 1 252 Congruentă
* g – gaz; L – lichid; ss Feα-C, Feδ-C, ss Feγ-C – soluţie solidă de carbon în Feα, Feδ şi, respectiv, Feγ
Pentru a caracteriza o fontă tehnică utilizând sistemul binar Fe – C se utilizează carbonul echivalent (CE) sau saturaţia în carbon (Sc) care înglobează echivalenţa în carbon a principalelor elemente din compoziţia chimică a acesteia. Datorită influenţei dominante pe care o are siliciul (coeficient de echivalenţă relativ ridicat şi conţinut mult mai ridicat faţă de celelalte elemente din compoziţia de bază), fontele tehnice nealiate sau cu un grad redus de aliere sunt considerate ca făcând parte din sistemul ternar Fe – C – Si. În acest caz, pentru analiza transformărilor de fază care au loc în timpul încălzirii sau răcirii se pot utiliza secţiuni prin diagrama ternară Fe – C – Si la conţinutul de siliciu corespunzător, considerat constant (fig.1.463). Lucrul cu sisteme ternare este însă mai dificil, motiv pentru care, de regulă, se preferă analiza pe sistemul binar utilizând carbonul echivalent (CE) şi gradul de saturaţie în carbon, Sc. În acest sens, pentru fontele nealiate, se utilizează relaţiile:
CE = Ct + 0,31 - %Si + 0,33 - %P – 0,027 - %Mn + 0,4 - %S, % (1.490)
în care Ct este conţinutul total de carbon din fontă.
Bibliografie
AFS, Ductile Iron Handbook, vol. I-II, 1989.
ARTHUR, E.H, ş.a – Coming Technology for cast iron production, CIATF Technical Forum 99, p.11 – 20.
ATAS Verifier “User's Guide” NovaCast Ronneby - Sweden.
BRATU, C., SOFRONI, L., NICA, GH. – Termofizica solidificării pieselor turnate, Ed. Performantico, Iaşi, 1997.
CEES VAN DE VELDE – The Solidification of Ductile Iron, website paper, 2004.
CRIS ECOB – Fişe tehnice, 1998, ELKEM, Norvegia.
CHIŞAMERA, M., RIPOŞAN, I. – Sulphur inoculation of Mg-treated cast iron –an efficient possibility to control graphite morphology and nucleation ability, Advanced Materials Research vols. 4-5 (1997), pg. 293-300.
CHIŞAMERA, M. – Cercetări privind elaborarea fontelor cu grafit compact destinate turnării pieselor solicitate la şoc termic, Teza de doctorat, Bucureşti, 1988.
Chişamera, M.,Gheorghe, I. – Cercetări privind diferite posibilităţi de obţinere a fontelor cu grafit vermicular, revista Metalurgia, 35 (1983), nr.4, pg.185-189.
CHIŞAMERA, M. ,RIPOŞAN, I. ; STAN, S ş.a – Carbon Recovery and inoculation effect of carbonic materials in cast iron processing, WFC 06, 4 -7 June, Harrogate, UK
CHIŞAMERA, M. ,RIPOŞAN, I., STAN, S ş.a – CaC2 – bearing desulfurization agents for cast iron and Pig iron (hot metal) treatments – Arab Foundry Symposium (ARABCAST 2000), p.8 – 12.
CHIŞAMERA M., RIPOŞAN I., BOIA N. - Interaction between Slag and Acid Lining, with Reducing Addition, at Iron Melting in Induction Furnaces. Revista de Turnătorie (Romanian Foundry Journal) (RO), ISSN 1224-2144, No. 4, 1996, pp. 6-10.
CHIŞAMERA M., RIPOŞAN I., STAN S.- Remove of Mn from Cast Iron with Chlorine Containing Agents. Revista de Turnătorie (Romanian Foundry Journal) (RO), ISSN 1224-2144, No. 2, 1997, pp. 21-27.
CHIŞAMERA M., RIPOŞAN I. - Sulphur Inoculation of Mg-treated Cast Iron-An efficient way the control graphite morphology and nucleation ability. Fifth International Symposium on the Physical Metallurgy of Cast Iron, October 1994, Nancy, France; Advanced Materials Research, Vol. 4-5, 1997, pp.293-300.
CHIŞAMERA M., RIPOŞAN I., M. BARSTOW - Sulfur Inoculation of Mg-treated Cast Ion-an efficient possibility to obtain Compacted Graphite Cast Iron and to improve Graphite Nucleation ability in Ductile Iron. AFS Transactions (SUA), 1996, Vol. 104, pp. 581-588. Recenzii/Indexari: Metals Abstracts CSA/METADEX 1998-51-0678.
CHIŞAMERA M., RIPOŞAN I., BARSTOW M. - The Importance of Sulfur to Control Graphite Nucleation in Cast Irons. AFS Inoculation Conference, 6-8.04.1998, Chicago, USA, Paper no 3.
CHIŞAMERA M., RIPOŞAN I., STAN S, IGNAT S., BALI M. - CaC2-Bearing Desulphurization Agents for Cast Iron and Pig Iron (Hot Metal) Treatments. Arab Foundry Symposium (ARABCAST 2000), Nov. 2000, Alexandria, Egypt, Paper No. 8.
CHIŞAMERA M., RIPOŞAN I., STAN S - Mottled Austempered Cast Irons (Mn-Cr-Ni system) obtained by Mg-FeSi and Modifying Iron Grits (MIG) for Magnesium Treatment at Higher Wear Resistance. International Conference “ADI-Foundry’s Offer for Designers and Users of Castings” – 23-24.11.2000, Krakow, Poland, III-25-32.
CHIŞAMERA M., RIPOŞAN I., STAN S, BARSTOW M., KELLY D.- Experience Producing Compacted Graphite Cast Irons by Sulfur Addition after Magnesium Treatment. AFS Transactions (SUA), 2002, Vol.110, pp. 851-860. Recenzii/Indexări: Metals Abstracts CSA/METADEX 2005-51-05273.
CHIŞAMERA M., RIPOŞAN I., STAN S, BARSTOW M., KELLY D, NARO R. - Magnesium – Sulfur Relationship in Ductile and Compacted Graphite Irons as Influenced by Late Sulfur Additions. AFS Transactions (USA) 2003, Vol.111, Paper 03-093 [The BEST OPERATING PAPER AWARD]. Recenzii/Indexari: Metals Abstracts CSA/METADEX 2005-51-08686.
COSNEANU, C. ş.a. – Elaborarea aliajelor de turnătorie în cuptoare electrice prin inducţie, Ed. Tehnică, Bucureşti, 1974.
Maşinostroenie, 1966, pg. 68.
JENTSCH, A. – Influenţa adaosurilor de carburare asupra microstructurii, calităţii şi costurilor de producţie ale pieselor turnate din fontă, revista de Turnătorie 5,6/2006, pg.15-20.
Preview document















































































































































































Conținut arhivă zip
- Fabricarea Pieselor din Fonta prin Turnare.doc
Alții au mai descărcat și

I. CONSIDERATII GENERALE 1.1 TURNAREA SUB PRESIUNE Turnarea la presiune ridicata reprezinta un procedeu turnare neconventional (special), care se...

INTRODUCERE Procedeu de sudare prin frecare cu element activ rotitor (FSW) a fost inventat de Wayne Thomas la TWI în Anglia (1991) [1] , şi...

INTRODUCERE Turnarea continuă reprezintă o metoda veche de obţinere a semifabricatelor si produselor finite, care parcurge o perioadă de...

Introducere MEFIN S.A. (“MEFIN”) este o societate pe acțiuni înființată în 1892 producătoare de componente automobile și de sisteme de injecție...

Laminorul de profile uşoare şi mijlocii este amplasat în cadrul S.C. LAMINORUL S.A. BRĂILA, în partea de sud – vest şi destinat prelucrării la cald...

1. ASPECTE GENERALE DESPRE BIOMATERIALE. CARACTERISTICILE MATERIALELOR CERAMICE SI COMPOZITE Biomaterialele sunt produse de natură anorganică sau...

1.Probleme generale privind agregatele termice 1.1 Clasificare, domenii de utilizare, surse de energie 1.1.1 Tipuri de agregate termice...

INTRODUCERE 1. Obiectul Rezistentei materialelor si locul acesteia în ansamblul disciplinelor ingineresti. Scurt istoric. În practica de toate...
Te-ar putea interesa și

În prima parte a acestei lucrări s-a proiectat un motor Diesel căruia i s-a aplicat procedeul de downsizing, ceea ce a presupus reducerea numărului...

Lucrarea intitulată “ Proiectarea unui motor cu aprindere prin scanteie având puterea de 90kw şi o turaţie de 5800 rot/min” Lucrarea contine 6...

OPIS Anexe : Plan de operaţii – 3 file ÎNTRODUCEREA Tema lucrării constă în proiectarea şi construcţia unei maşini de frezat în patru axe...

Noţiuni introductive Definiţie: Se numeşte motor cu combustie internă orice dispozitiv care obţine energie mecanică direct din energie chimică...

CAP. I. DESCRIEREA SOCIETATII COMERCIALE SI POZITIA FATA DE PIATA 1.1 ÎNFIINTARE SI STATUT JURIDIC Societatea comerciala S.C CILINDRUL S.A....

Cap.1. Proiectarea tehnologiei de fabricare a elementelor mecanismului de distribuţie ce echipează autoturismul Dacia Logan 1.4 MPI 1.1. Analiza...

Mecanismul de distributie este un ansamblu de piese care asigura umplerea cilindrilor, intr-o anumita ordine cu amestec carburant sau aer proaspat...

INTRODUCERE Procesului tehnologic de prelucrare mecanică în general, şi anume celui prin aşchiere le sunt caracteristice anumite aspecte. Dintre...