Extras din curs
Tipurile de laminoare apărute şi dezvoltate de-a lungul timpului au fost concepute în directă corelaţie cu tipul laminatelor ce urmau să fie produse, respectiv cu posibilităţile tehnice ale utilajelor prelucrătoare la nivelul etapelor de realizări în domeniile materialelor, mecanic, electric, de automatizare. Din interdependenţa continuă între produs şi instalaţie, pe baza experienţei acumulate în proiectare, execuţie şi exploatare. Această clasificare este structurată pe cele trei tipuri de produse laminate: plate, profilate şi tubulare. In acelaşi timp ea este legată de tipul de semifabricate utilizate ca materie primă, respectiv de prelucrare in continuare a laminatelor finite prin alte procedee. In ceea ce priveşte tipul semifabricatelor, acestea rezultă fie din laminarea sau forjarea lingourilor turnate, fie din turnarea continuă. Ultima este dezvoltată în etapa actuală la scară largă, acoperind o gamă sortimentală şi calitativă în continuă extindere. Ea permite atît în uzinele mici şi mijlocii, cît şi în combinatele mari şi foarte mari, o integrare foarte avansată, contribuind la îmbunătăţirea scoaterii şi la reducerea cheltuielilor de fabricaţie. Se menţionează însă elasticitatea mai redusă a turnării continue la schimbările de format, fondul efectiv mai redus de timp, imposibilitatea turnării oţelului necalmat sau a oţelurilor şi aliajelor pentru care intervin probleme de transcristalizare puternică, coroiaj minim necesar, tensiuni interne la solidificare şi alţi factori, In faţa acestor avantaje şi dezavantaje se impune existenţa simultană a turnării continue şi turnării clasice, în funcţie de specificul programului de fabricaţie al unităţii productive.
Laminoare slebing
A. Programul de fabricaţie. Sleburi, uzual în gama (100—300) x (800 — 2000) x max. 12 000 mm. In mod excepţional gama se lărgeşte la (60— 600) x (400-2300) x max 15 000 mm. Pentru table groase, subţiri sau scurte, respectiv din oţeluri aliate şi înalt aliate se lucrează cu sleburi de (100—150) mm grosime. Pentru benzile la cald laminate în rulouri foarte grele se lucrează cu sleburi de 200—300 mm grosime şi 9 — 15 m lungime.
13. Formate de lingouri utilizate: masă uzuală 15—30 t (maximum 55 t). cu dimensiuni (600—1200) x (800—2400) x (1500—3000) mm.
Rapoartele dimensionale uzuale sunt lăţimea/grosime = 2,5—3 şi înălţi-me/grosime = 3—3,5.
C. Capacitatea, 3,5—6 milioane tone oţel lingou/an.
D. Amplasamentul. Flux liniar unidirecţional, cu subsecţia de cuptoare
adinei orientată transversal faţă de linia de laminare (fig. 4.1), sau longitudi-
nal, paralel cu acesta, cu una sau două subsecţii de cuptoare faţă în fată
şi deservite de transfercar în circuit închis.
E. Dotarea: 1) Cuptoare adinei cu celule uzual cu flacără întoarsă, de dimensiuni (7000—9000) x (3500—5000) x (4500-5000) mm. cu capacitate maximă de încărcare de 200 tone. Pentru manevrarea bolţilor fiecărei celule îi corespunde o maşină proprie de manevrat. Deservirea celulelor se face cu macarale cu cleşte vertical (Tiegler).
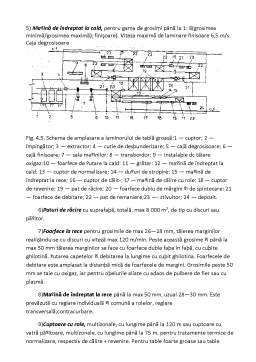
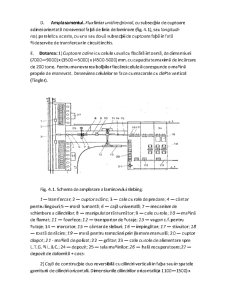
Fig. 4.1. Schema de amplasare a laminorului slebing:
1— transfercar; 2 — cuptor adânc; 3 — cale cu role de predare; 4 — cântar pentru lingouri;5 — masă turnantă; 6 — cajă universală; 7 — mecanism de schimbare a cilindrilor; 8 — manipulator răsturnător; 9 — cale cu role; 10 — maşină de flamat; 11 — foarfece; 12 — transportor de şutaje; 13 — vagon c.f. pentru şutaje; 14 — marcator; 15 — cântar de sleburi; 16 — împingător; 17 — stivuitor; 18 — roată de răcire; 19 — masă pentru remedieri prin (lamare manuală; 20— cuptor clopot; 21 - maşină de polizat; 22 — grătar; 23 — cale cu role de alimentare spre L.T.G. şi L.B.C.; 24 — depozit; 25 — sala maşinilor; 26 — hală recuperatoare;27 — depozit de dolomită + cocs:
2) Cajă de construcţie duo reversibilă cu cilindri verticali in faţa sau în spatele garniturii de cilindri orizontali. Dimensiunile cilindrilor orizontali (ø 1100—1500) x (2100—2800) mm cu acţionare individuală geamănă x 4500—2 x 7000 kW cu 0/30/60—0/40/100 rot/min (0/turaţia de bază/ turaţia maximă). Dimensiunile cilindrilor verticali (ø 900—1100) x(1900 —3000) mm cu acţionare de preferinţă de sus şi putere maximă de 4000kW. Pentru laminarea pe muchie a lingourilor cilindrii orizontali au cursă până la 2500 mm.
Preview document
















Conținut arhivă zip
- Tipuri de Laminoare.doc
Alții au mai descărcat și

CAPITOLUL I 1. BILANŢ TERMOENERGETIC Punctul de lucru : Cuptor de tratament termic B1; Centrale termice pentru încălzire; Cazan de abur 10 t;...

1.1 Generalităţi Combinatul Siderurgic MITTAL STEEL Galaţi a fost înfiinţat în anul 1961. Prin H.G. României nr. 29/1991 s-a organizat în forma...

GENERALITATI Cuptoarele industriale nu sunt realizate izolat intr-o unitate de productie, ele facand parte dintr-un ansamblu de agregate,...

Laminorul de profile uşoare şi mijlocii este amplasat în cadrul S.C. LAMINORUL S.A. BRĂILA, în partea de sud – vest şi destinat prelucrării la cald...

1. ASPECTE GENERALE DESPRE BIOMATERIALE. CARACTERISTICILE MATERIALELOR CERAMICE SI COMPOZITE Biomaterialele sunt produse de natură anorganică sau...

MĂRFURI METALICE 1.Marfuri metalice. Maºini de gatit. Convectoare. Centrale termice. Boilere. (fara caracteristici) 2.Marfuri metalice. Metode...

4. INSTALATII PENTRU SUDAREA SUB STRAT DE FLUX Pentru marirea productivitatii sudarii si imbunatatirea calitatii imbinarilor sudate, in cazul...

1. CONŢINUTUL ACTIVITĂŢII DE PROIECTARE Prin proiectare se înţelege activitatea utilă, care are ca obiect elaborarea complexului de documentaţii...
Te-ar putea interesa și

CAP. I ARGUMENT Hidraulica este stiinta care studiaza legile de echilibru si de miscare a fluidelor din punct de vedere al aplicatiilor in...

ARGUMENT Maşinile electrice realizează transformarea energiei electrice in energie mecanica (motoare electrice sau electromotoare ), sau a...

ARGUMENT Hidraulica este stiinta care studiaza legile de echilibru si de miscare a fluidelor din punct de vedere al aplicatiilor in tehnica....

Cap. I Prezentarea temei 1.2 Descrierea functionalitatii piesei si analiza tehnologica a acesteia Mecanismele de asezare si strangere cu parghii...

Argument Sistemele de acţionare şi automatizare hidraulice şi pneumatice sunt folosite frecvent în cadrul sistemelor mecatronice, punerea în...

CAPITOLUL I: PREZENTAREA GENERALĂ A SOCIETĂŢII MITTAL STEEL ROMAN 1.1. Amplasamentul obiectivului analizat Amplasamentul obiectivului evaluat,...

1.1. PRELUCRAREA METALELOR ŞI ALIAJELOR PRIN DEFORMARE PLASTICĂ 1.1.1. Noţiuni generale Deformarea plastică reprezintă totalitatea fenomenelor de...

Introducere Sistemele de acţionare şi automatizare hidraulice şi pneumatice sunt folosite frecvent în cadrul sistemelor mecatronice, punerea în...