Extras din curs
INTRODUCERE
Ca urmare a cerinţelor specifice din industriile alimentară, chimică, petrochimică, navală, etc. reducerea duratei de proiectare a tehnologiilor de asamblare şi realizare a unor construcţii sudate constituie o direcţie importantă de cercetare. Cel puţin din punct de vedere economic, este evidentă necesitatea stabilirii rapide a unor soluţii tehnologice optime prin analiza rapidă a sudabilităţii care, să satisfacă cerinţele impuse unor astfel de structuri. Materialele şi condiţiile avute în vedere reflectă nivelul de interes practic pe care îl reprezintă asamblarea şi sudarea în diversele ramuri ale economiei.
Sudarea este operaţia tehnologică prin care se realizează o asamblare nedemontabilă a două sau mai multe piese metalice, utilizând încălzirea locală, presiunea sau ambele, cu sau fără folosirea unui material de adaos similar cu metalul pieselor de îmbinat.
Prin sudură se înţelege zona de îmbinare rezultată în urma sudării, materialul de adaos depus prin sudare se numeşte cordon de sudură; acesta poate fi continuu sau întrerupt. Piesele de sudat se prelucrează în zona unde urmează să se depună materialul de adaos, locaşurile respective numindu-se rosturi.
1.1 Schemele tehnologice ale procedeelor de sudare
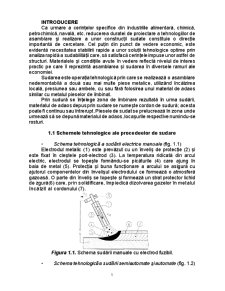
- Schema tehnologică a sudării electrice manuale (fig. 1.1)
Electrodul metalic (1) este prevăzut cu un înveliş de protecţie (2) şi este fixat în cleştele port-electrod (3). La temperatura ridicată din arcul electric, electrodul se topeşte formându-se picăturile (4) care ajung în baia de metal (5). Protecţia şi buna funcţionare a arcului se asigură cu ajutorul componentelor din învelişul electrodului ce formează o atmosferă gazoasă. O parte din înveliş se topeşte şi formează un strat protector lichid de zgură(6) care, prin solidificare, împiedică dizolvarea gazelor în metalul încălzit al cordonului (7).
Figura 1.1. Schema sudării manuale cu electrod fuzibil.
- Schema tehnologică a sudării semiautomate şi automate (fig. 1.2)
Aceste procedee se încadrează în categoria procedeelor de sudare electrică cu arc acoperit. Arcul se formează între piesă şi electrodul (1). Arcul arde sub un strat de flux (2), care curge din buncărul (3). Picăturile de metal (4) ajung în baia de sudare (5) în condiţiile unei bune protecţii, asigurate de fluxul topit (6) precum şi de atmosfera gazoasă creată. După solidificarea stratului de flux topit, acesta formează un strat de zgură (7) ce se desprinde uşor de cordonul de sudură (8).
Figura 1.2. Schema sudării sub strat de flux.
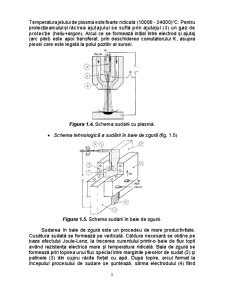
- Schema tehnologică a sudării MIG-MAG (fig. 1.3) Sudarea în mediu de gaz protector se face cu ajutorul arcului electric format între electrodul (1), fuzibil sau nefuzibil şi piesa de sudat. Protecţia se asigură cu ajutorul unui jet de gaz inert sau activ aflat în curgere laminară (2) trimis prin ajutajul (3). Arcul electric se formează între piesa de sudat şi sârma de adaos. Picăturile de metal (4) ajung în baia de metal (5) care, prin solidificare, formează cordonul (6). După natura gazului, acesta poate fi gaz activ sau gaz inert.
Figura 1.3. Schema sudării MIG-MAG.
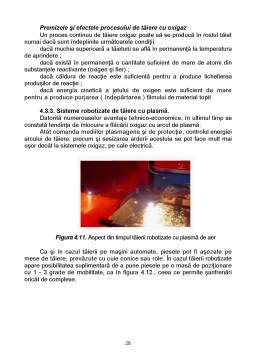
- Schema tehnologică a sudării cu plasmă (fig. 1.4)
În cazul acestui procedeu de sudare, arcul electric se formează între electrodul (1), din wolfram sau zirconiu, şi ajutajul (2) şi este puternic ştrangulat mecanic şi electromagnetic. Prin ajutajul (2) se trimite un gaz plasmogen (argon), care formează, prin disociere şi ionizare, plasma
Preview document






















































































































































Conținut arhivă zip
- Tehnologii de Sudare - Asamblare.doc
Alții au mai descărcat și

1.Lagare cu rostogolire. Materiale si tehnologie:Materiale:Inelele si corpurile de rulare se executa din otel aliat cu crom (Mn, Ni, în cantitati...

CAPITOLUL 1 NOŢIUNI GENERALE PRIVIND TRANSMISIILE MECANICE Transmisiile mecanice sunt organe de maşini complexe, realizate din mai multe elemente...

1. INTRODUCERE 1.1. OBIECTUL SI IMPORTANTA DISCIPLINEI ORGANE DE MASINI Disciplina Organe de masini – disciplina de cultura tehnica generala –...

CONCEPTUL DE FLEXIBILITATE Elementul de noutate în concepţia actuală despre automatizarea proceselor tehnologice îl constituie flexibilitatea sau...

1. Notiuni teoretice Reductoarele de turatie cu roti dintate sunt mecanisme organizate cu ansambluri independente, formate din roti dintate,...


De asemenea, în unele cazuri se asigura micsorarea temperaturii de functionare a talerului supapei de evacuare printr-o constructie cu gol interior...

INTRODUCERE Proiectarea este una dintre cele mai importante activităţi desfăşurate de inginerul mecanic în construcţia de maşini. Este o...
Te-ar putea interesa și

Introducere Tehnologia sudării este o ramură deosebit de importantă în industria Construcțiilor de Mașini, estimându–se că în proporție de 40% din...

Descriere Constructia sudata care face obiectul proiectului de fata face parte din mecanismul de ridicare electrozi al instalatiei de tratare a...

ANALIZA CONSTRUCTIV - FUNCȚIONALĂ A CONSTRUCȚIEI SUDATE 1.1. Condiţii de exploatare a construcţiei sudate Construcţia metalică CORP STOPA este...

CAPITOLUL I PROCESE ŞI PROCEDEE DE SUDARE 1.1 Definitii si terminologie Sudarea este un procedeu de imbinare nedemontabila a doua materiale,...

Introducere 1.1 Prezentarea si analiza temei de proiectare Constructiile navale este un domeniu relativ bine dezvoltat în regiunea de S-V a...

Factori in evaluarea tarilor dezvoltate, au in vedere ca o mare parte din necesarul industriilor lor in cadrul competitiei tehnologice si economice...

ARGUMENT Acest proiect l-am conceput ca un totunitar, care este subdivizat în mai multe capitule. Lucrarea ca atare se referă atât la sudarea...

1. MEMORIU DE PREZENTARE 1.1. DESCRIEREA GENERALĂ A HALEI INDUSTRIALE DIN PUNCT DE VEDERE CONSTRUCTIV ŞI FUNCŢIONAL Prin hale se înţeleg...