Extras din notiță
RABOTAREA SI MORTEZAREA
Rabotarea este procedeul de aschiere a materialelor in care miscarea principala de translatie este perpendiculara pe axul sculei.
Aschierea se obtine prin atacul continuu al semifabricatului de catre scula aschietoare numita cutit. Productivitatea operatiei este scazuta ca urmare a existentei unei curse de intoarcere a sculei, in care aceasta nu aschiaza.
Caracteristic prelucrarii este faptul ca, in timpul lucrului, intre scula si piesa apare o miscare relativa, alternativa de translatie, care constituie miscarea principala de aschiere. In functie de elementul care executa aceste miscari se deosebesc urmatoarele scheme de prelucrare:
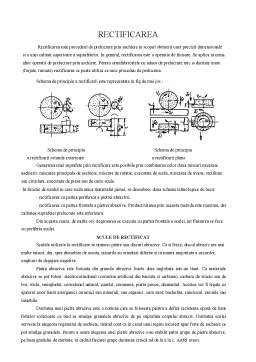
- prelucrarea prin rabotare longitudinala (fig de mai jos a) sau rabotarea, la care scula este fixa, iar piesa executa miscarea principala de aschiere; masina unealta se numeste masina de rabotat longitudinal sau raboteza;
- prelucrarea prin rabotare transversala, la care scula executa miscarea principala de aschiere, iar piesa sta
pe loc; masina - unealta poarta denumirea de masina de rabotat transversal sau seping;
- prelucrarea prin mortezare (fig de mai jos b), asemanatoare prelucrarii prin rabotare transversala, cu deosebirea ca scula executa miscarea de aschiere in plan vertical;
a - rabotare; b - mortezare; s - avansul; t - adâncimea de aschiere; I - miscarea principala de aschiere; II - miscarea
de avans
Schema de principiu a rabotarii si mortezarii
La fiecare din schemele de prelucrare prezentate, pentru generarea unei suprafete plane mai este necesara si o miscare de avans, executata de catre scula la rabotare sau de catre piesa la rabotarea pe seping si pe masina de mortezat.
MASINILE-UNELTE DE RABOTAT
Masinile unelte de rabotat au o cursa activa, in care are loc aschierea, urmata de o cursa in gol, de intoarcere a sculei in pozitia initiala. De obicei, viteza cutitului la cursa de mers in gol este mai mare decât la cursa activa, dar, cu toate acestea, productivitatea prelucrarii este scazuta.
Clasificarea masinilor - unelte se face dupa tipul prelucrarii executate. Astfel se deosebesc masinile de rabotat longitudinal (raboteze), masinile de rabotat transversal (sepinguri).
Masina de rabotat longitudinal (raboteza) (fig de mai jos) are un batiu longitudinal 1 pe care se deplaseaza masa 2, si pe care este prinsa piesa de prelucrat. Masa mobila 2 executa miscarea principala de aschiere I, care este rectilinie alternativa. Cursa ei poate atinge valori de 12...15 m.
1 - batiu longitudinal; 2 - masa; 3 - coloane; 4 - traversa fixa; 5 - traversa mobila;
6 si 7 - sanie portcutit; 8 - motor electric; I - miscarea principala de aschiere;
II, III, IV, V, VI - miscari de avans
Fig. 5.54 Schema de principiu a unei masini de rabotat longitudinal
De o parte si de alta a mesei se gasesc coloanele 3, care la partea superioara sunt consolidate printr-o traversa 4, formând un cadru inchis. Coloanele sunt prevazute cu ghidaje verticale, pe care se deplaseaza in sens vertical traversa mobila 5. In lungul ghidajelor traversei se deplaseaza sania port - cutit 6, iar cutitele fixate in aceasta sanie executa miscari de avans vertical. Pentru marirea capacitatii de prelucrare pe coloane se mai pot dispune saniile port - cutit 7, care se deplaseaza in sens vertical pe ghidajele coloanelor.
Cutitele de pe saniile port - cutit 7, pot executa miscari de avans vertical. Avansurile saniilor sunt independente. Avansul sculei este intermitent si se efectueaza la sfâ rsitul cursei in gol. Actionarea ansamblurilor mobile ale masinii de rabotat poate fi mecanica, hidraulica sau hidropneumatica.
Masina de rabotat transversal (sepingul) se caracterizeaza prin executarea miscarii principale rectilinii alternative de catre caruciorul port - unealta si a miscarii secundare pentru avansul transversal de catre masa port piesa; avansul de patrundere se realizeaza cu suportul port - cutit fixat la partea anterioara a caruciorului port unealta. Sepingul se foloseste de obicei la prelucrarea suprafetelor plane la piese de dimensiuni mici.
El se compune din urmatoarele parti principale (fig de mai jos):
- un batiu din fonta 11, cu ghidaje pentru caruciorul port - unealta 12 si masa port - piesa 7.
- o masa port -piesa 7 din fonta, prevazuta cu canale T pentru fixarea cu dispozitive de prindere a pieselor care se prelucreaza, ea se poate deplasa atâ t orizontal cât si vertical.
- un carucior 2 (sanie principala, berbec) prevazut la extremitatea anterioara cu sania port - cutit 6, care poate primi o deplasare manuala pentru avansul de patrundere al cutitului si o rotire in jurul unui ax orizontal pentru rabotarea suprafetelor inclinate; acest carucior executa miscarea principala rectilinie alternativa.
Preview document

























Conținut arhivă zip
- GAURIREA.doc
- mecanismele masinilor-unelte la aschiere.doc
- pt danturare.doc
- RABOTAREA SI MORTEZAREA.doc
- RECTIFICAREA.doc
- STRUNJIREA.doc
Alții au mai descărcat și

1. Rolul si funcţiile mărcilor Apariţia mărcilor a avut loc în timpuri străvechi, în momente greu de precizat. Din dorinţa de a-şi proteja...

1. Carburarea Metoda de carburare descrisă se poate aplica pe instalaţii de tratament termic în strat fluidizat încălzită cu gaz, unde faza de...

Corespunzator destinatiei lor,la elaborarea materialelor magnetic moi se urmareste sa se obtina: - inductie remanenta mica; - permeabilitate...

Rabotarea si mortezarea este procesul de prelucrare prin aschiere la care miscarea principala este rectilinie, executata in planorizontal . In...

Introducere. Generalitati Multe articole fabricate mai demult din lemn, metal sau alte materiale se fac astazi din material plastic. Toate...


Se crede ca aurul a fost descoperit inaitea cuprului . Cules sub forma unor bucati stralucitoare din nisipurile raurilor si depunerile aluvionare ,...

PRINCIPIUL OBT PIESEI PRIN TURNARE:obt unei piese prin turnare consta in umplerea unei cavitati cu topitura mat sau aliajului.pt piesa 1 se fol un...
Te-ar putea interesa și

Pentru executarea pieselor de masini, adica pentru realizarea formei si dimensiunilor prescrise prin desenarea de executie ,semifabricatele...

1.Considerații Generale 1.1 Obiectul proiectului și principalele probleme propuse a fi rezolvate Tema proiectului este Procesul Tehnologic de...

Materiale folosite la fabricarea sculelor : Proprietatile materialului de executie al sculei aschietoare -Duritatea corespunzatoare pentru a...

Acestă lucrare are rolul de a prezenta succint principalele recomandări elaborate de experţii în domeniu privind pregătirea forţei de muncă...

Introducere Pistonul este un organ de maşină, care are o mişcare rectilinie alternativă într-un cilindru si care serveşte la închiderea unui...

Masinile Unelte Clasificarea Enumerarea tuturor genurilor si tipurilor de M.U. este dificila datorita numarului mare ale acestora cât si creari...

Cap. I MEMORIU EXPLICATIV 1.1 Notiuni generale despre masini-unelte Masina-unealta este o masina de lucru echipata cu sculele necesare efectuarii...

1. Prezentarea principalelor prelucrari prin aschiere In constructia de masini, aparate electrice si echipamente electrice intra piese, organne de...