Extras din laborator
Laborator 1.
Masurarea lungimilor prin metode de masurare absoluta
1. Consideratii teoretice
Metoda absoluta de masurare este intotdeauna insotita de evaluarea intregii marimi care se masoara cu ajutorul unui instrument, aparat sau masura. Deci, valoarea marimii masurate se determina in raport cu originea (cota zero).
Pentru masurari absolute se pot folosi rigle gradate, sublere, micrometre, microscopul de atelier, aparate de masurat lungimi Abbe etc.
2. Scopul lucrarii
Lucrarea isi propune sa formeze la studenti deprinderea de a masura corect anumite dimensiuni cu ajutorul sublerelor si micrometrelor si sa se determine masura in care valorile efective ale dimensiunilor se incadreaza in cele prescrise de catre proiectant.
3. Instrumente folosite
Sublerul :
Sublerul este un intrument de masurate constituit dintr-o rigla gradata si un cursor cu sistem de citire pe vernier, cu cadran sau cu sistem electronic cu afisare numerica.
Principiul de masurare cu sublerul se bazeaza pe utilizarea vernierului. Vernierul este o scara gradata suplimentara cu ajutorul careia se mareste precizia de citire a fractiunilor de diviziune de pe scara gradata principala a sublerului.
Intre indicii metrologici ai sublerului exista urmatoarele relatii :
unde : vr – este diviziunea (si valoarea diviziunii) de pe rigla in mm ;
vv – diviziunea de pe vernier, in mm ;
i – valoarea diviziunii vernierului (precizia de masurare a sublerului, in mm ;
n – numarul de diviziuni de pe vernier ;
l – lungimea vernierului, in mm ;
γ – modulul vernierului.
Valoarea dimensiunii masurate D, in mm, se poate stabili cu ajutorul relatiei :
unde : m – numarul reperului de pe rigla aflat cel mai aproape de reperul 0 al vernierului in partea stanga a acestuia
k – numarul acelui reper de pe vernier care se afla in prelungirea unui reper de pe scara gradata principala.
Conform STAS 1373/1-87 sublerele se clasifica dupa urmatoarele criterii :
a) dupa destinatie :
• sublere de exterior si interior cu/si fara tija de adancime ;
• sublere de adancime ;
• sublere de trasaj ;
• sublere pentru roti dintate ;
• sublere pentru canale.
b) dupa limita superioara de masurare (L) : sublere cu L = 150 ; 200 ; 300 ; 500 ; 800 ; 1000 ; 2000 mm ;
c) dupa valoarea diviziunii vernierului (i) sunt sublere cu i = 0,1 ; 0,05, 0,02 mm.
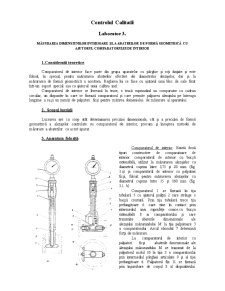
Sublerul cu 4 ciocuri de masurare si tija de adancime (fig 1) este constituit din tija gradata 1 cu doua ciocuri de masurare 5 si 10, cursorul cu ciocurile 8 si 9, vernierul 3 si surubul de blocare 4 al cursorului. Cu ajutorul ciocurilor 5 si 6 se masoara dimensiuni exterioare I, cu ciocurile inverse 9 si 10 dimensiuni interioare II (se porneste citirea de la reperul 0), iar cu ajutorul tijei 11 adancimii III.
Sublerul de adancime (fig 4) este utilizat pentru masurarea adancimii unor cavitati, a unor canale, a unor gauri infundate, etc, si se compone din rigla 1, cursorul 2 cu vernierul 3 si surubul de blocare 4.
Sublerul de trasaj (fig 5) este folosit in atelierele mecanice pentru lucrarile de trasaj sau la masurarea inaltimilor, fiind compus din rigla 1 fixata in talpa 2 si din cursorul 3, pe care e trasata scara vernierului si care face corp comun cu varful de trasaj 4. Pentru a realiza un reglaj fin, la cursorul principal 3 se asociaza si cursorul suplimentar 5 prevazut cu surub de avans fin.
Micrometrul :
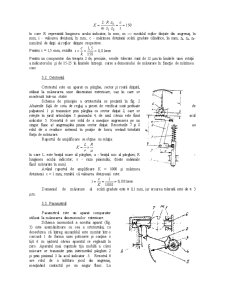
Micrometrul este un mijloc de masurare universal cu surub micrometric care transforma deplasarile unghiulare in deplasari liniare.
Deplasarile liniare L sunt proportionale cu pasul p si unghiul de rotire φ (in radiani) al surubului micrometric, conform relatiei :
Valoarea diviziunii micrometrului i (pe scara gradata circulara) se determina cu relatia :
unde : p – pasul surubului micrometric, in mm (de regula, p = 0,5 mm);
nd – numarul diviziunilor pe scara gradata circulara de pe tambur (de regula nd = 50 diviziuni)
Inlocuind se obtine i = 0,01 mm (precizia de citire a micrometrului).
Se deosebesc : micrometre de exterior (fig 6, a), micrometre de interior (fig 7), micrometre de adancime (fig 8) si micrometre speciale. Din categoria micrometrelor speciale fac parte : micrometre pentru roti dintate, filete, tevi, tabla, sarma etc.
Micrometre de exterior (SR ISO 3611 :1996) : utilizat la masurarea dimensiunilor exterioare, este format din corpul sau potcoava 1, nicovala 2, tija micrometrica 3, dispozitivul de blocare 4 utilizat la blocarea tijei micrometrice in scopul efectuarii unei citiri mai comode a valorii, tamburul gradat 6 si mecanismul de limitare a fortei de masurare 7. Pe bucsa 6, de o parte si de alta a unei linii de pe generatoare, sunt trasate 2 scari milimetrice decalate cu 0,5 mm, iar pe partea conica a tamburului 6 sunt trasate 50 de diviziuni care formeaza scara gradata circulara.
Preview document















































Conținut arhivă zip
- CC___LAB.DOC
- CONTROLU.DOC
- FIG1.JPG
- LAB1.DOC
- LAB10.DOC
- LAB11.DOC
- LAB12.DOC
- LAB4.DOC
- LAB5.DOC
- LAB6.DOC
- LAB7.DOC
- LAB8.DOC
- LUCRARE9.DOC
Alții au mai descărcat și

Pentru executarea pieselor de masini, adica pentru realizarea formei si dimensiunilor prescrise prin desenarea de executie ,semifabricatele...

CAPITOLUL 1 GENERALITĂŢI 1. Organe de maşini Organul de maşină reprezintă partea componentă a unui utilaj sau maşină, cu rol funcţional bine...

Asamblari demontabile. Asamblari filetate 1. Prezentare generala: Asamblarea este operatia de reuniune, intr-o succesiune bine determinata, a...

PRELUCRAREA CANALELOR 1.1. TIPURI DE CANALE Canalele sunt detalii constructive reprezentând adâncituri pe suprafetele pieselor, cu traseu...

Argument Printre sarcinile principale ale planului de dezvoltare se numără: - realizarea unei creşteri economice intensive prin modernizarea in...

Argument Problema calităţii produselor este situată de către inteprinderi in centrul activitatii economice. Imbunătaţirea calitaţii...

Argument Printre cele mai importante ramuri ale stiintei, economiei si fizicii este metrologia, fiind studiata din antichitate ,surprinzandu-ne pe...

CAPITOLUL I ASAMBLARI FILETATE, GENERALITATI 1 Notiuni si definitii de baza: Asamblarile filetate ( prin suruburi ) ,fac parte din cele mai...
Te-ar putea interesa și

Fisa postului pentru conducatorul biroului CTC 1.POST: Sef birou 2.POZITIA: din stat functiuni 3.COMPARTIMENT: CTC 4.CERINTE: Studii...

Se spune cã societatea spre care ne îndreptãm este sau va fi societatea informationalã-societatea cunoasterii. Sintagma prin care este desemnatã...

Capitolul 1 – Probleme de baza ale calitatii produselor 1.1 Calitatea - Notiune concreta, complexa, dinamica Pentru multă lume, şi mai ales...

Efectele economice ale perfectionarii activitatii de control Masurile pentru perfectionarea activitatii de control vizeaza in principal ridicarea...

I.MEMORIUM JUSTIFICATIV,NOTINUNI DESPRE TEMA Produsele de patiserie sunt preparate ce au la baza aluaturi, modelate ca atare,sau in asociere cu...

1. Calitatea Conform standardului ISO 8402, calitatea reprezinta “ansamblul de proprietati si caracteristici ale unui produs sau serviciu care ii...

MEMORIU JUSTIFICATIV NOTIUNI DESPRE TEMA CREMSNITUL este un produs pe baza de aluat frantuzesc numit si foietaj care este un aluat, in compozitia...

INTRODUCERE Dezvoltarea calităţii totale, abordată ca element al managementului, a debutat în Statele Unite în prima parte a acestui secol....