Cuprins
- 1. Descrierea și analiza procesului de producție cu ajutorul schemei de proces pe operații -
- SPO .. 7
- 2. Descrierea și analiza proceselor de producție cu ajutorul schemei de proces în flux de tip
- material - S.P.F.m 17
- 3. Descrierea și analiza circuitelor informaționale cu ajutorul schemei cu mai multe
- coloane pentru procesele în flux pentru documente - S.M.C.P.F.d 29
- 4. Localizarea unui sistem de producție industrial prin metoda pragului de
- rentabilitate ... 37
- 5. Localizarea unui sistem de producție industrial prin metoda medianei ... 45
- 6. Stabilirea poziției relative a departamentelor prin metoda Corelap . 57
- 7. Stabilirea poziției relative a departamentelor prin metoda Craft . 65
- 8. Stabilirea poziției relative a unităților prin metoda verigilor ... 81
- 9. Stabilirea poziției relative a utilajelor prin metoda operațiilor fictive . 93
- 10. Echilibrarea liniilor de producție prin metoda timpului de fază cel mai mare .. 105
- 11. Echilibrarea liniilor de producție prin metoda Killbridge - Wester ... 115
- 12. Stabilirea structurii unei celule de fabricație cu ajutorul algoritmului Kusiak .. 127
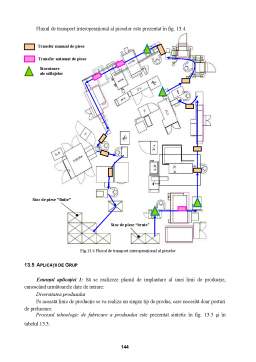
- 13. Realizarea unui proiect de implantare a unei linii de producție . 139
Extras din laborator
1.1 OBIECTIVELE LUCRĂRII
- Cunoașterea și însușirea tehnicii de realizare a schemei de proces pe operații.
- Utilizarea schemei de proces pe operații pentru rezolvarea unor aplicații.
1.2 DESFĂȘURAREA LUCRĂRII
Etapele principale de desfășurare a lucrării sunt :
- Parcurgerea și discutarea noțiunilor teoretice.
- Parcurgerea și discutarea unei aplicații demonstrative.
- Efectuarea unor aplicații pe grupuri de studenți.
1.3 NOȚIUNI TEORETICE
Schema de proces pe operații reprezintă sinoptic activitățile de tip operație și/sau control din cadrul
unui proces tehnologic de realizare a unui produs, în vederea stabilirii unei succesiuni optime a lor.
Realizarea acestor scheme constă în reprezentarea grafică a succesiunii activităților menționate, cu
marcarea punctelor de introducere a materialelor și elementelor componente ale produsului în cadrul
procesului. Fiecare activitate evidențiată pe schemă este însoțită de timpul necesar efectuării și locul
executării ei. În punctele de introducere a materialelor sau elementelor componente ale produsului se va
preciza și cantitatea introdusă.
Construcția unei S.P.O. se realizează pe o foaie de dimensiuni adecvate și începe prin
reprezentarea din marginea din dreapta hârtiei a elementului component principal al produsului. Se
consideră element component principal (de bază) al produsului elementul (reperul) asupra căruia se
execută cele mai multe activități de tip operație și / sau control. La întocmirea S.P.O. se va lucra pe
verticală, de sus în jos, continuând reprezentarea cu celelalte materiale și elemente componente ale
produsului spre stânga, în ordinea prevăzută de procesul tehnologic.
Numerotarea activităților evidențiate în schemă (operații și controale) se va face separat. Se începe
cu prima operație / control efectuată asupra elementului principal și se continuă până în punctul în care se
asamblează primul element component pe elementul de bază. Apoi, numerotarea continuă cu prima
operație / control efectuată asupra acelui element ș. a. m. d. După ce s-au numerotat toate operațiile /
controalele efectuate asupra elementelor care se asamblează la acest element, numerotarea continuă de la
punctul de asamblare a acestui element pe elementul de bază, în jos. Dacă anumite operații sau controale
au loc în paralel, acestea se reprezintă prin linii verticale paralele.
8
Pentru întocmirea unei S.P.O. este necesară cunoașterea următoarelor date :
- elementele componente ale produsului : numărul poziției din cadrul schiței produsului,
denumirea, materialul de execuție, număr de bucăți ;
- procesul tehnologic de asamblare a produsului : denumirea operației / controlului, locul
realizării, duratele de realizare a acestora ;
- procesele tehnologice de execuție a elementelor componente ale produsului (cele realizate în
cadrul sistemului de producție) : denumirea operației / controlului, locul execuției, duratele de realizare a
lor.
Pe baza datelor înscrise în cadrul schemei se realizează analiza procesului, analiză îndreptată
asupra următoarelor elemente :
- numărul de elemente componente ale produsului implicate în proces : câte sunt achiziționate
(cumpătate), câte se execută în cadrul sistemului de producție ;
- tipurile de materiale folosite : materialele sunt analizate din punct de vedere al funcției,
fiabilității și costului lor, considerând mai multe variante de materiale ;
- numărul total de activități din fiecare tip : operațiile sunt analizate în vederea eliminării,
simplificării sau combinării acestora ; controalele sunt analizate din punct de vedere al conținutului lor
calitativ, în scopul înlocuirii cu observații instantanee, efectuării controalelor pentru un grup de operații
asemănătoare sau al combinării lor cu activități de tip operație;
- durata totală a procesului de lucru și durata individuală a activităților : timpii sunt analizați în
vederea creșterii productivității muncii și a corelării diferitelor faze ale procesului, accentul căzând pe
secvențele de proces cu duratele cele mai mari ;
- locurile de muncă implicate în proces : se analizează câte unități de producție (structuri de
producție) sunt implicate la realizarea produsului.
În urma acestei analize, analistul poate propune o variantă îmbunătățită a procesului intervenind
asupra elementelor menționate, propunând chiar alternative de tehnologie de fabricare sau de echipamente
de fabricare.
Pașii care trebuie urmați pentru întocmirea și ameliorarea unei S.P.O. sunt :
- culegerea datelor necesare întocmirii schemei ;
- stabilirea elementului component principal (a elementului de bază ) ;
- reprezentarea elementului component principal și a informațiilor asociate acestuia pe prima
verticală din dreapta paginii ;
- reprezentarea informațiilor asociate elementelor componente ale produsului, în partea stângă a
elementului de bază, în ordinea intrării lor în proces ;
- stabilirea momentelor de integrare a elementelor componente în elementul principal sau
secundar prin linii orizontale ;
- prezentarea tuturor informațiilor de natură descriptivă ale procesului : simbol și număr
activitate, durata, locul de realizare etc.
- analiza S.P.O. și propunerea unor variante îmbunătățite ale procesului.
1.4 APLICAȚIE DEMONSTRATIVĂ
Enunțul aplicației :
Se cere să se descrie și să se analizeze procesul de producție pentru realizarea produsului
„Menghină” cu ajutorul schemei de proces pe operații. Produsul „Menghină”, utilizat pentru prinderea -
fixarea pieselor, este compus din următoarele repere, figura 1.3.a : falcă fixă, falcă mobilă, șurub
M12x60, șaibă și piuliță M12.
Datele referitoare la procesele de execuție a acestor elemente și la procesul de asamblare a lor sunt
9
sintetizate în cele ce urmează.
Reper 1. Falcă fixă, figura 1.1
- material : OL 50 ;
- semifabricat : matrițat ;
- proces tehnologic : matrițare / 2,2’, frezare suprafață frontală S1 / 3’, frezare suprafețe plane S2,
S3 / 4,2’, frezare suprafețe plane S4, S5 / 3,4’, frezare suprafețe plane S6, S7 / 4’, găurire S8 /
0,8’, lamare S9 / 0,6’, găurire S10 / 1,2’, adâncire S11 / 0,6’, filetare S12 / 0,9’, control
intermediar / 0,8’, tratament termic / 10’, control final / 1’. Cu excepția activităților de matrițare
și tratament termic care se efectuează în secția forje, respectiv secția de tratament termic, toate
celelalte activități se efectuează în secția de prelucrări mecanice.
Reper 2. Falcă mobilă, figura 1.2
- material : OLC 45 ;
- semifabricat : matrițat ;
- proces tehnologic : matrițare / 1,5’, frezare plană S1, S2 / 3,4’, frezare plană S3 / 2,2’, frezare
plană S4 / 2’, găurire S5 / 0,8’, lamare S6 / 0,6’, control intermediar / 0,8’, tratament termic /
10’, control final / 0,6’. Cu excepția activităților de matrițare și tratament termic care se
efectuează în secția forje, respectiv secția de tratament termic, toate celelalte activități se
efectuează în secția de prelucrări mecanice.
Figura 1.1 Falcă fixă Figura 1.2 Falcă mobilă
Reper 3. Șurub M12x60
- material : OLC 45 ;
- cumpărat ;
Reper 4. Șaibă
- material : OLC 45 ;
- cumpărată ;
Reper 5. Piuliță M12
- material : OLC 45 ;
- cumpărată ;
Asamblare : Reper 1 + Reper 2 + Reper 3 + Reper 4 + Reper 5 : 3,5’ / secția de montaj.
Control final : 1 buc. / 1’, compartimentul CTC.
Ambalare : 100 buc. / 3’, secția depozit.
Se cere să se construiască și să se analizeze schema de proces pe operații pentru produsul
„Menghină”.
Bibliografie
1. Abrudan I. (coordonator), Manual de inginerie economică - Ingineria și
Managementul Sistemelor de Producție, Ed. Dacia, Cluj-Napoca, 2000.
2. Adam E. Jr., Ebert R., Managementul producției și al operațiunilor, Ed. Teora,
2001.
3. Blondel Fr., Gestion de la production, 3eme edition, Dunod, Paris, 2002.
4. Brissard J.L, Polizzi M., Des outils pour la gestion de la production industrielle,
AFNOR-GESTION, Paris, 1990.
5. Diorio M., Handfield R., Nollet J., Recueil de problèmes résolus en gestion des
opérations et de la production, Ed. Gaetan Morin, 2e edition, Montréal, 1994.
6. Javel G., Organisation et gestion de la production, Masson, Paris-Milan-
Barcelone, 1997.
7. Neagu C., Nițu E., Melnic L., Catană M., Ingineria și managementul producției -
Bazele teoretice, E. D. P. București, 2006.
8. Neagu C., Nițu E., Catană M., Roșu M., Ingineria și managementul producției -
Aplicații, Editura BREN București, 2007.
9. Nițu E., ș.a., Elemente specifice proceselor de fabricație pentru piesele de
automobil, Pitești 2010.
10. Nollet J., Kelada J., Diorio M., La gestion des opérations et de la production, 2eme
édition, Ed. Gaetan Morin, Montréal, 1994.
11. Pillet M., Martin-Bonnefous C., Bonnefous P., Courtois A., Gestion de
production, Editions d'Organisation, Paris, 2011.
12. Tompkins J. A., ș. a., Facilities planning, John Wiley & Sons Inc., New York,
1996.
Preview document




















































































































































Conținut arhivă zip
- Ingineria si managementul productiei 1.pdf
Alții au mai descărcat și

1. ANALIZA CONSTRUCTIV TEHNOLOGICA A PIESEI DE PRELUCRAT Prin analiza constructiv-tehnologica inginerul tehnolog identifica in desenul de...

1.Tema proiectului 1.1 Sa se proiecteze procesul tehnologic de fabricare a piesei : butucul rotii 1.2. Sa se proiecteze linia tehnologica pentru...

Lucrarea de laborator nr.1 1. Cunoasterea operatiilor, a ştantelor şi matriţelor 1.1. Scopul lucrãrii. Lucrarea are drept scop sã prezinte...

• Introducere relatii Miscarea oscilatorie armonica rectilinie. Definitie: Un punct material executa o miscare oscilatorie armonica rectilinie...

13. ASAMBLARILE ELASTICE (ARCURILE) 13.1. Consideratii generale 13.1.1. Definitii Asamblarile elastice se realizeaza prin interpunerea pieselor...

CONtINUTUL SI STRUCTURA PROCESULUI TEHNOLOGIC DE ASAMBLARE 1.1. Locul asamblãrii în cadrul procesului tehnologic de fabricatie Locul asamblãrii...

1.1 Scopul lucrarii Scopul lucrarii este identificarea formelor de organizare a asamblarii in atelierele de productie unde se desfasoara lucrarile...

1. Obiectivele si necesitatea mecanizarii si automatizarii proceselor de sudare Procesele de asamblare prin sudare sunt deosebit de complexe, iar...
Te-ar putea interesa și

CIOCOLATĂ Etapa 1: STUDIUL DE PIAȚĂ. LANSAREA ÎN FABRICAȚIE A PRODUSULUI 1.1 Prezentarea produsului: CIOCOLATĂ Ciocolata are unele beneficii...

ETAPA I LANSAREA ÎN FABRICATIE 1.1 .PREZENTAREA PRODUSULUI Produse cosmetice si de parfumerie sunt amestecuri de substante chimice naturale sau...

ETAPA I. LANSAREA ÎN FABRICAŢIE În cadrul acestei etape s-au rezolvat următoarele probleme: 1. Prezentarea produsului Hartia este un materil...

A. Intr-o unitate economica din constructia de masini se realizeaza 15 tipuri de repere de gen arbore pentru care itinerariul tehnologic si durata...

1.1 Prezentarea produsului Vitamina B3, denumita si vitamina PP (Prellagra Preventer), niacin sai acid nicotinic este o vitamina care sustine...

Etapa I a proiectului Lansarea in fabricatie Denumire produsului va fi Serdex,iar intreprinderea se va numi S3 SRL. Pasul 1:Descrierea...

Etapa 1: Lansarea in fabricatie 1.1 Descrierea produsului Placi din policarbonat celular Policarbonatul celular (PCC) este un polimer sintetic...

Cap.1 Managementul si Ingineria Sistemelor de Productie Lansarea in fabricatie 1.1 Prezentarea produsului S.C.ACIDIMEX.S.R.L. este o fabrica...