Extras din laborator
1.1.Scopul lucrării
Lucrarea are ca scop determinarea dimensiunii unui lot de piese controlate cu ajutorul şublerului şi trasarea histogramei frecvenţelor.
1.2.Noţiuni generale
Şublerele sunt instrumente de măsurat lungimi (Fig.1). Acestea sunt instrumente universale care asigură măsurarea unor dimensiuni liniare pe baza principiului vernierului gradat. Piesa de măsurat este prinsă între cele două ciocuri, unul fix 1 care este corp comun cu corpul instrumentului şi altul mobil 2 care poate fi acţionat cu mâna. Pe ciocul mobil se găsesc gradaţiiÎn realizate prin gravare, acestea formând vernierul. În funcţie de modul de gradare, precizia de citire a unui şubler diferă.
Fig.1. Şublerul
Fig.2. Gradaţiile şublerului
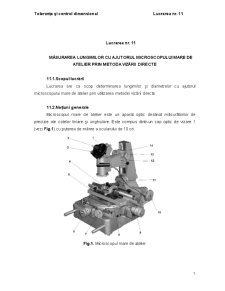
În fig.2 sunt prezentate trei tipuri de verniere cu precizia de citire diferită. Vernierul din fig.2.a. are 10 diviziuni care corespund la o lungime totală de pe scara gradată a şublerului de 9 mm, ceea ce corespunde la o valoare a diviziunii de 0,9 mm. Deci diferenţa dintre o diviziune a şublerului (1 mm) şi una a vernierului (0,9 mm) este de 0,1 mm. Deci precizia de citire a şublerului este de 0,1 mm. Şublerul din fig.2.b. are precizia de citire de 0,05 mm, iar cel din fig.2.c. de 0,02 mm.
Pentru citirea dimensiunii măsurate cu ajutorul şublerului se urmăreşte care din diviziunile de pe vernier coincide cu o diviziune de pe scara gradată a şublerului şi cunoscând valoarea diviziunii vernierului se înmulţeşte cu numărul de diviziuni.
1.3.Modul de lucru
- Se măsoară cota indicată pentru un lot de piese utilizând un şubler cu o anumită precizie de citire.
- Se vor face minimum 50 de citiri.
- Rezultatele măsurătorii (valorile X măsurate) se trec într-un Tabelul 1 în ordinea citirii.
- Rezultatele măsurării se aranjează apoi în ordine crescătoare în acelaşi tabel.
- Se determină amplitudinea împrăştierii valorilor prin diferenţa dintre valoarea maximă şi ce minimă, adică:
- R = Xmax – Xmin [1.1]
- Se împarte acest interval în 10 clase (subintervale) egale, iar acestea vor fi trecute în Tabelul 2.
- Se determină frecvenţa absolută de apariţie a fiecărei valori măsurate în cadrului celor 10 clase. Suma totală a frecvenţelor trebuie să fie egală cu numărul de măsurători.
- Se trasează o diagramă (histograma) care să aibă pe ordonată frecvenţa absolută, iar pe abscisă intervalele (clasele) de valori măsurate.
Preview document































Conținut arhivă zip
- Tolerante si Control Dimensional
- TCD1.doc
- TCD11.doc
- TCD12.doc
- TCD13.doc
- TCD15.doc
- TCD2.doc
- TCD3.doc
- TCD4.doc
- TCD5.doc
- TCD7.doc
- TCD9.doc
Alții au mai descărcat și


Capitolul I -Notiuni introductive- I.0. Electricitate si current electric Electricitatea este un set de evenimente/ fenomene fizice si sunt...

1 GENERALITĂŢI INTRODUCTIVE 1.1. Acţionarea pneumatică Existenţa staţiilor centrale de compresoare şi a reţelelor de aer comprimat în uzinele...

Calitatea este apreciată şi susţinută de cercurile industriale şi comerciale de pe întreg cuprinsul globului. În toate ţările industrializate şi în...

.Clasificarea traductoarelor • Din punct de vedere al necesităţii de a fi alimentat cu energie din exterior: - TR pasive - alimentate cu energie...

1. INTRODUCERE 1.1. Mecanizare, automatizare Robotica este o parte componentă a mecatronicii şi se defineşte ca ştiinţa conceperii şi...

1.PROCESUL DE MÃSURARE Mãsurarea este un proces foarte important pentru cã orice mãrime se poate mãsura dar important este sã se cunoascã...

CONtINUTUL SI STRUCTURA PROCESULUI TEHNOLOGIC DE ASAMBLARE 1.1. Locul asamblãrii în cadrul procesului tehnologic de fabricatie Locul asamblãrii...
Te-ar putea interesa și

Capitolul 1- Criterii care stau la baza elaborării proceselor tehnologice 1. Analiza desenului de execuţie şi tehnologicitatea piesei In desenul...

Introducere Tema lucrării de licenţă „Tehnologii tip de fabricare a pieselor de automobil cu suprafeţe preponderent de revoluţie” este...

Memoriu justificativ Tendinţele care se manifestă pe plan mondial în domeniul tehnologiilor de deformare plastică, atât din punct de vedere...

Capitolul 1 1.1 Metode si mijloace pentru determinarea abaterilor de pozitie Abaterea de poziţie este abaterea de la dimensiunea nominală a unei...

Se dă piesa, fig. 1. Cerinţe: 1. Să se reprezinte piesa dată în format A5. 2. Să se identifice abaterile dimensionale înscrise pe desen. Să se...

CAP 1 1. Ce înţelegeţi prin precizie dimensională? Precizia dimensională este abordată în cadrul industriei construcţiilor de maşini prin...
Calitatea este apreciată şi susţinută de cercurile industriale şi comerciale de pe întreg cuprinsul globului. În toate ţările industrializate şi în...

MÃSURAREA LUNGIMILOR PRIN METODE DE MÃSURARE ABSOLUTÃ 1.1 Consideratii teoretice Metoda absolutã de mãsurare este întotdeauna însotitã de...