
Extras din laborator
CONSIDERAŢII GENERALE
Frezarea este o operaţie de aşchiere executată cu ajutorul unei scule roti¬toare prevăzută cu mai multe tăişuri, denumită freză ; scula efectuează miş¬carea principală de rotaţie, iar mişcările de avans sunt executate fie de către semifabricat, fie de către sculă. Frezarea se efectuează pe maşini de frezat.
Prin frezare se pot prelucra suprafeţe exterioare sau interioare, plane, cilindrice sau profilate.
Schema de principiu a frezării suprafeţelor plane este prezentată în figura 11.1.
Freza 1 execută mişcarea principală /, iar semifabricatul 2, mişcarea recti¬linie de avans //. Fiecare dinte al frezei aşchiază atâta timp cât se mişcă în contact cu semifabricatul, pe un arc de cerc corespunzător unghiului. de con¬tact 4».
Fig. 11.1. Schema de principiu a fre- Fig. 11.2. Frezarea în sensul şi contra avan-
rării sului
Întrucât de obicei acest unghi este mai mare decât pasul unghiular o al dinţilor frezei, în fiecare moment al procesului de frezare lucrează efectiv mai mulţi dinţi simultan, ceea ce conduce la productivităţi mari ale operaţiilor de frezare.
Aşchiile au o formă de pană, întrucât grosimea lor variază de la o valoare minimă amin — 0 la valoarea maximă ama%, sau invers, după cum frezarea se face contra avansului (fig. 11.2, a), sau în sensul avansului (fig. 11.2, b).
La frezarea în contra avansului, sensul mişcării principale de rotaţie a frezei este opus sensului mişcării de avans în punctul de tangenţă A al sculei la suprafaţa prelucrată, iar Ia frezarea în sensul avansului, cele două mişcări au acelaşi sens în punctul de tangenţă A.
La frezarea în sensul avansului, dinţii frezei se uzează mai rapid, deoarece la intrarea lor în material se produc şocuri mai mari, mai ales la prelucrarea semifabricatelor turnate, care au la suprafaţă o crustă mai dură.
La frezarea contra avansului, componenta verticală Fv a forţei de aşchiere este orientată astfel încît tinde să desprindă semifabricatul de pe masa maşi¬nii, iar la frezarea în sensul avansului, componenta verticală Fv, apasă semi¬fabricatul pe masa maşinii sau în dispozitivul de prindere, conducând la nece¬sitatea unor forţe mai mici de strângere.
Alegerea metodei de frezare se face ţinând cont, de la caz la caz, de avan¬tajele şi dezavantajele pe care le au cele două metode.
Metoda de frezare contra avansului se aplică de regulă la degroşarea semi¬fabricatelor, în special când acestea au o crustă dură, iar metoda frezării în sensul avansului se aplică de obicei la finisarea semifabricatelor de grosime mică, ce se prind mai dificil pe maşinile de frezat.
CONSTRUCŢIA FREZELOR Şl UTILIZAREA ACESTORA
Sculele utilizate la prelucrările prin frezare se numesc freze. Acestea au un corp cu forma generală de rotaţie, pe care sunt prevăzute mai multe zone active denumite dinţi (spre deosebire de cuţitele de strung, care au o singură zonă activă). Numărul dinţilor variază între doi şi peste 100, în funcţie de diametrul frezei şi de destinaţia acesteia.
CLASIFICAREA FREZELOR
După soluţia constructivă a realizării dinţilor, frezele se împart în două categorii.
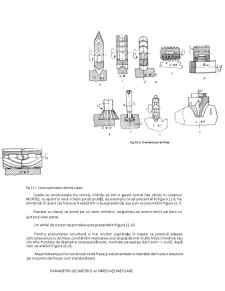
Există freze cu dinţi dintr-o bucată cu corpul sculei (freze tip monobloc) şi freze cu dinţi aplicaţi. în primul caz, dinţii se realizează prin tăierea în corpul sculei a canalelor ce materializează golul dintre dinţi, iar în ăl doilea caz dinţii se montează pe corp prin sisteme mecanice.
Fig. 11.3. Construcţia frezelor monobloc
Fig. 11.4. Construcţia frezelor cu
dinţi aplicaţi : 1 — corpul sculei ; 2 — dinţii fre¬zei ; 3 — suprafaţa de prindere a frezei pe maşină
In figura 11.3 se prezintă construcţia unei freze în varianta monobloc, iar în figura 11.4 se arată construcţia unei freze cu dinţii aplicaţi.
Construcţia monobloc a frezelor se utilizează mai ales la freze de diametre mici, iar varianta cu dinţi aplicaţi se pretează mai ales pentru freze cu diametre mai mari.
După modul de realizare practică a feţelor şi tăişurilor dinţilor,' frezele se clasifică de asemenea în două categorii : freze cu dinţi frezaţi (fig. 11.5, a) şi freze cu dinţi detalonaţi (fig. 11.5, b).
Frezele cu dinţi frezaţi au suprafaţa de aşezare a dintelui SA plană, sau formată din mai multe su¬prafeţe plane, realizate întotdeauna prin frezare. Cele cu dinţi detalonaţi au suprafaţa de aşezare curbă, după o directoare care de obicei este spirala arhimedică. Această suprafaţă se numeşte suprafaţă detalonată şi se realizează pe maşini speciale, de tipul strungurilor, numite maşini de detalonat.
Spre deosebire de dinţii frezaţi, dinţii detalonaţi se ascut numai pe suprafaţa (plană) de degajare SD, păstrîndu-şi constant profilul materializat tocmai prin suprafaţa de aşezare, care rămâne intactă la reascuţire. Acest fapt recomandă dantura detalonată mai ales pentru frezele profilate.
Preview document
















Conținut arhivă zip
- Caiet Practica - Frezarea.doc
Alții au mai descărcat și

METALURGIA CADMIULUI Tehnologiile de prelucrare a sub produselor cu continut de cadmiu pentru obtinerea cadmiului includ in mod necesar...

METALURGIA MOLIBDENULUI Introducere: Molibdenul a fost descoperit in anul 1778 de catre Scheele prin dezagregarea cu acid azotic. Productia de Mo...

1. Consideratii teoretice Debitul este o marime ce caracterizeaza transportul fluidelor prin conducte si canale. Debitul se defineste ca fiind...

Furnalul a jucat un rol important in productia de fonta datorita eficientei utilizarii caldurii si a gazelor precum si productiei de masa. In...

CAPITOLUL I BIOMATERIALE 1. Definiție, Caracterizare Biomaterialul în terminologia medicală este „orice material natural sau sintetic (care...

Printre parametrii electrotehnologici care influenteaza marimea interstitiului de lucru , siguri sunt aceia ale caror valori permit programarea...

1. Generalitati. Prin operatiile de baza intalnite la forjarea libera se enumera si operatia de intindere intre scule cu suprafetele plan -...

Mecanismele deformării plastice Deplasarea ireversibilă a atomilor în cristale metalice în cursul deformării plastice se produce prin patru...
Te-ar putea interesa și

Caiet practica: Titan TMG Proiectanţi şi producători de maşini-unelte grele şi echipamente de vulcanizat cauciuc (prese) de cea mai bună calitate....