
Extras din laborator
6.1. Introducere
Formarea mecanizată (mecanică) se execută cu ajutorul maşinilor de format, care asigură mecanizarea parţială sau totală a operaţiilor de umplere, de îndesare a amestecului de formare şi scoaterea modelului din formă.
Formarea mecanică este indicată mai ales fabricaţia de serie mijlocie sau mare a pieselor nu prea mari şi care au modele cu un singur plan de separaţie (se extrag uşor din formă). La formarea mecanizată se utilizează plăci de model, pe care sunt fixate modelele metalice (cu o durabilitate mare).
6.2. Maşini de format
Clasificarea maşinilor de format se poate face după trei criterii:
după modul de îndesare:
- maşini cu îndesare manuală;
- maşini cu îndesare prin presare;
- maşini de îndesare prin scuturare;
- maşini cu cap aruncător al amestecului;
- maşini speciale.
după modul de extragere a modelului:
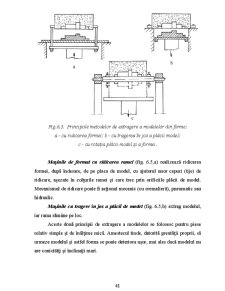
- maşini care ridică forma de pe placa de model (cu cepuri);
- maşini cu tragerea în jos a plăcii de model;
- maşini cu mecanism de extragere cu pieptene;
- maşini cu placă sau masă basculantă.
după modul de acţionare: manuală, pneumatică, hidraulică, mecanică, electromagnetică.
Maşinile cu îndesare manuală au mecanizată numai operaţia de ridicare a formei de pe placa de model.
Maşinile de format cu îndesare prin presare (fig. 6.1) lucrează în special prin presare superioară (de sus în jos).
Fig.6.1. Principiul îndesării amestecului de formare prin presare
a – înainte de presare; b – după presare;
1-rama; 2-model; 3-cutie de umplere; 4-placa de presare.
Pentru a compensa diferenţa de densitate a amestecului de formare liber vărsat în ramă, faţă de densitatea amestecului presat (îndesat), deasupra ramei fixate pe masa maşinii de format se aşează o cutie de umplere (fig. 6.1,a). În timpul presării, amestecul din cutia de umplere este forţat să intre în rama de formare, realizându-se îndesarea necesară (fig. 6.1,b).
Maşinile de îndesat prin scuturare (fig. 6.2) se folosesc în cazul ramelor înalte, deoarece asigură o îndesare mult mai uniformă. Scuturarea mesei, împreună cu placa de model şi ramele umplute cu amestec, se realizează cu ajutorul aerului comprimat care, intrând în cilindru, ridică pistonul până la o înălţime determinată de poziţia orificiului de evacuare, permite căderea liberă a mesei, ce va efectua o lovitură. Acest ciclu se repetă până la închiderea robinetului de aer comprimat.
38
Fig.6.2. Maşină de format cu îndesare prin scuturare
1 - cutie de umplere; 2 - rama; 3 - model; 4 - placă port model; 5 - bordură de lovire; 6 - cilindru; 7 - piston; 8 - orificiu de evacuare.
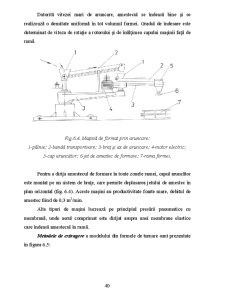
Maşinile de format cu cap aruncător al amestecului (fig. 6.3) pot fi utilizate avantajos în cazul formelor mari şi mijlocii. Capul maşinii este format dintr-o carcasă metalică în care se află un rotor cu palete ce poate realiza turaţii de aproximativ 1500 rot/min.
Preview document




















Conținut arhivă zip
- Laboratoare Stiinta Materialelor
- FormareMecaniz.pdf
- PrelMatFascLaser.pdf
- SudPresPctsiLin.pdf
Alții au mai descărcat și


PRINCIPIUL OBT PIESEI PRIN TURNARE:obt unei piese prin turnare consta in umplerea unei cavitati cu topitura mat sau aliajului.pt piesa 1 se fol un...

5 Arhitectura spatiala a cristalelor 3.1.- Starea fizică a materialelor Toate substanţele pot fi, în principiu, în trei stări fizice distincte:...

Curs I Introducere in stiinta materialelor Inca de acum 3 milioane de ani, din Paleolitic( grecul, paleos- vechi si lichios- de piatra).De cand...

INTRODUCERE IN STIINTA MATERIALELOR Definitie, relatia cu alte ramuri ale stiintelor tehnice. Corelatia compozitie – structura – proprietati –...

Scopul lucrarii însusirea metodelor practice de determinare a compactitatii, porozitatii aliajelor neferoase turnate. Compactitatea pieselor...

- Poziţia atomilor în reţeaua cristalină rezultă din echilibrul, (fig. a): - energiei de atracţie – Ea şi energiei de respingere (Er); -...

Titlul lucrării: 1. Norme generale de protectia muncii. 2. Oteluri: simbolizare in funcţie de utilizare, caracteristici mecanice si fizice: 1....
Te-ar putea interesa și

I.1. Definiţia biotehnologiei. Evoluţia în timp a biotehnologiei ca ştiinţă Descoperirile spectaculoase din domeniile biologiei, biochimiei,...

1. ANALIZA SOCIO-ECONOMICA SECTORUL PRODUCTIV 1.1 Factori de competitivitate Cresterea economica durabila si îmbunatatirea standardului de viata...

1. Pigmentul galben de cadmiu 1.1. Istoria galbenului de cadmiu Este un galben strălucitor, un galben auriu. Este un pigment de origine...

Scopul analizei mediului extern este să pună în evidență mizele strategice majore, oportunitățile și amenințările legate de evoluția sa și de a...

Introducere Superstitiile, mitologia si literatura au fost intotdeauna legate de prezenta cristalelor inca din cele mai vechi timpuri. Nu putine...

Notiuni Generale Otelurile sunt aliaje fier-carbon ce contin pana la 2,11% C si elemente insotitoare rezultate din procesul de elaborare. Acestea...

DEFINIŢIE Berea este o băutură alcoolică de fermentaţie, nedistilată, spumantă, saturată normal cu bioxid de carbon, cu gust şi arome specifice....

I. CONCEPEREA PROIECTULUI Ideea intocmirii acestui proiect a venit in urma solicitarilor repetate a partenerilor de afaceri ai solicitantului,...