
Cuprins
- INTRODUCERE 1
- CAPITOLUL 1
- ANALIZA STADIULUI ACTUAL AL TEMEI 3
- 1.1 Istoria maşinilor unelte CNC. 4
- 1.2 Proiecte vechi până în prezent 4
- 1.3 Design modern şi materiale utilizate. 5
- 1-4 Pocesul de fabricatie 7
- 1-4.1 Sudare de bază 7
- 1.4.2 Echipare surub cu bile 7
- 1.4.3 Montarea axului 7
- 1.4.4 Controlerul 7
- 1.4.5 Controlul de calităţii 8
- 1.4.6 Viitorul 8
- CAPITOLUL 2
- CONTRIBUŢII PROPRII. 9
- 2.1 Alegerea maşini cnc de frezat . 9.
- 2.1.1. Varianta 1 9
- 2.1.2. Varianta 2 10
- 2.1.3 Varianta 3. 11
- 2.1.4 Varianta 4 12
- 2.2. Varianta constructivă . 13
- 2.2.1 Principalele caracteristici 13
- 2.3. Componentele frezei cnc 14
- 2.4. Sistemul electronic 21
- 2.5 A 4 axă 22
- 2.6 Realizarea roţii dinţate 23
- 2.7 Etapele constructive 25
- 2.8. Configuraţia şi cinematica axei X 26
- 2.8.1 Asamblul general 26
- 2.9 Configuraţia şi cinematica axei Y 27
- 2.9.1 Asamblu general 28
- CAPITOLUL 3
- 3.0 Configuraţia şi cinematica axei Z 29
- 3.0.1 Cinematica 29
- CAPITOLUL 4
- MEMORIUL DE CALCUL 30
- 4.1 Calculul axei Z . 30
- 4.2 Calculul axei Y. 33
- 4.3. Calculul axei X 36
- 4.4 Calculul şurubului cu bile 39
- 4.4.1. Calculul şurubului la flambaj 40
- 4.4.2. Calcului turaţiei critice 41
- 4.4.3 Calculul randamentului şurubului 41
- 4.4.4. Calculul cuplului necesar la rotirea şurubului 41
- 4.5 Motorul de acţionare 42
- 4.5.1 Calculul puteri motorului 42
- 4.5.2 Calculul frecvenţei maxime a semnalului de referinţă 42
- 4.5.3 Constanta traductorului incremental 42
- 4.5.4. Valoarea raportului de transfer între motor şi şurub 43
- 4.6 Calculul şi proiectarea şurubului şi a piuliţei 61
- 4.6.1 Alegerea materialului şurubului şi piuliţei 45
- 4.7 Lagăre cu autolubrefiante 48
- 4.8 Analiza reperului 49
- 4.9 Tehnologia clasică de obţinere a reperului 49
- 4.10 Itinerariul tehnologic de obţinere a reperului bucsă 50
- 4.11 Sinterizarea 51
- 4.12 Operaţii post sinterizare 52
- 4.13 Impregnarea cu ulei 53
- 4.14 Avantajele bucşelor autulubrifiante 55
- 4.15 Caracteriyarea generala a reperului bucşă 55
- 4.16 Tehnologii de obţinere a bucşei 55
- 4.17 Tehnologii specifice de obţinere a bucşei 56
- 4.18 Particularităţi tehnologice a produsului 56
- 4.19 Normarea tehnică 58
- 4.20 Proiectarea procesului tehnologic de prelucrare mecanică arbore 60
- 4.21 Stabilirea traseului tehnologic 61
- 4.21.2 Calculul adaosului de prelucrare şi a dimensiunilor intermediare pe suprafaţa 62
- 4.3 Calcului regimurilor de aschiere 63
- 4.3.1 Calculul regimurilor de aschiere pentru faza 1.1. 63
- 4.4 Calculul regimurilor de aschiere pentru faza 2.1. 64
- 4.4.1 Alegerea maşinii unelte 64
- 4.4.2 Alegerea sculei aşchietoare 64
- 4.4.3 Determinarea regimului de aşchiere 65
- 4.4.4 Alegerea avansului şi verificarea lui 65
- 4.4.5 Calculul viteyei de aşchiere 66
- 4.4.6 Determinarea turaţiei 67
- 4.4.7 Puterea 67
- 4.5 Calculul regimului de aşchiere pentru faza 2.2 68
- 4.6 Calculul regimului de aschiere pentru rectificare suprafaţă 69
- 4.7 Calculul şi analiza tehnico – economica 72
- 4.8 Normarea tehnică 73
- CAPITOLUL 5
- ASPECTE ECONOMICE ŞI ORGANIZATORICE 82
- 5.1 Aspecte economice 82
- 5.2 Aspecte organizatorice 82
- 5.2.1 Organizarea lucrărilor de reparaţii 82
- 5.2.2 Organizarea activităţii de exploatare 83
- CAPITOLUL 6
- 6.1 lista de costuri şi concluzii 84
- CAPITOLUL 7
- ASPECTE MANAGERIALE 85
- 6.1. Consideraţii generale privind respectarea normelor de protecţie a muncii. 85
- 6.2. Măsuri de protecţia muncii specifice utilajului. 85
- 6.3. Măsuri de protecţie împotriva incendiilor 85
- 6.4 Aspecte ecologige 86
- BIBLIOGRAFIE 88
Extras din licență
OPIS
Anexe :
Plan de operaţii – 3 file
ÎNTRODUCEREA
Tema lucrării constă în proiectarea şi construcţia unei maşini de frezat în patru axe controlată prin intermediul calculatorului cu ajutorul unui software specializat Prin aceasta se urmăreşte obţinerea unor rezultate deosebite privind performanţele tehnice, precizii foarte mari în poziţionare a axelor dar şi productivitate cu un preţ de fabricaţie cât mai redus.
Doresc sa produc acest tip de mini maşină cu comandă numerică în serie sub formă de KITT dar şi în formă asamblată depinzând de necesităţile clientului.
Proiectul CNC router poate fi folosit pentru gravare, prelucrare, frezare, găurire.
Se pot realiza:
- Cablaje imprimate pentru electronică ( gravare , găurire)
- Aşesarea pieselor electronice SMD pe circuite electronice
- Pirogravare în lemn prin ataşarea unui circuit laser de 300mW
- Vizualizarea cu ajutorul unei camere web a circuitele electronice şi a pieselor pentru depistarea defectelelor.
- Gravarea lemnului în 2.5D , ( portrete, inscripţionări, blazoane)
- Gravarea faianţei si a gresiei
Şi prin ataşarea a celei a patra axă se pot realiza şi roţi dinţate, fulii, tot ce necesita un control precis prin divizare
Cu ajutorul electronicii de comandă se pot realiza piese complexe , cu un control de precizie de ordinul micronilor
Cu ajutorul programului de grafică SolidWorks se realizează piesa dorită , apoi cu programul SolidCAM se alege tipul instrumentului de taiere, apoi se alege viteza şi avansul
Şi se generează instrucţiunile (Gcode)
Cu instrucţiunile (Gcode) realizate se întroduce in programul care comandă freza CNC
Sunt multe programe unele cu plată altele gratuite.
Exemplu. Mach3 în Windows
Turbocnc în Dos
Emc2 in Linux Ubuntu care este gratuit
Fiecare client poate să aleagă programul preferat.
În aceasta forma de KITT pot fi realizate diferite variante, depinzând de necesităţile clientului
KITT-ul va avea diferite soluţii , unele mai simple altele mai grele de asamblat, dar cu ajutorul documentaţiei inclusă să fie usor de asamblat
Acest KITT va avea diferite costuri de preţ, in funcţie de complexitatea lui
Preţul minim este de 500 euro si poate să urce până la 5000 euro în funcţie de necesitaţile clientului.
Utilajele necesare pentru realizarea KIT-ului sunt:
- STRUNG PENTRU METALE EINHELL BT-ML 300
- FREZĂ PROXXON KIT150 SI BANK DE LUCRU
- FREZA CNC HOMEMADE 1000X700X300
- MASINĂ DE GĂURIT ELECTRICĂ
- FIERĂSTRĂU PENDULAR
- BANC DE LUCRU NECESAR REALIZĂRI MONTAJELOR ELECTRONICE
- DIFERITE APARATE ELECTRONICE NECESARE REALIZĂRI MONTAJELOR
- SCULE ŞI DISPOZITIVE
Materialele necesare sunt cumparate de la producatori sau intermediari, alegându-se materialul cu cel mai bun preţ
Cele mai bune preţuri sunt de pe internet , sunt firme care au preţuri foarte bune, din pacate
în tară este foarte scump , de acea cele mai multe piese si semifabricate sunt aduse din străinătate, din tări ca China, Germania, SUA, etc
CAPITOLUL 1
1.1 Istoria maşinilor unelte CNC
CNC sau " computer numerical controled" adică maşini-unelte controlate cu ajutorul calculatorului. Maşinile de prelucrare a metalelor sunt maşini sofisticate, care pot crea piese complicate impuse de tehnologia moderna. Cu viteză rapidă, şi avansuri mari. CNC pot fi folosite pentru executarea lucrărilor pe strunguri, maşini de frezat, maşini de tăiat cu laser, cu jet de apă, prese, frâne de presă, şi alte instrumente industriale. Termenul de CNC se refera la un grup mare de maşini care folosesc logica de calculator pentru a controla mişcările şi de a efectua prelucrarea metalelor.
Deşi prelucrarea lemnului pe strunguri au fost folosite inca din timpuri biblice. Strungul, prima prelucrare a metalelor practic a fost inventat în 1800 de către Henry Maudslay. A fost pur şi simplu un instrument de maşină cu ajutorul caruia se prelucra semifabricatul, sau piesa de lucru, într-o clemă, sau ax, şi rotit rezultând piesa finită. Instrument de tăiere a fost manipulat de către operator, prin utilizarea de manivele şi mânere. Precizia dimensională era controlată de către operatorul care verifica privind mânerele şi a mişcat scula pe poyiţia de lucru. Fiecare piesă care era realizată, solicita operatorului să repete mişcările în aceeaşi secvenţă şi la aceleaşi dimensiuni.
Masina de frezat era operat în aceeaşi manieră, cu excepţia sculei de tăiere care a fost plasat în centrul axului de rotaţie. Piesei era montată pe masa de lucru şi sa denumit instrumentul de tăiere, astfel prin utilizarea de manivele, maşina prelucra conturul piesei. Aceasta maşină de frezat timpurie a fost inventat de către Eli Whitney în 1818.
Propuneri care sunt utilizate în maşini-unelte sunt numite "axa", şi care sunt menţionate ca "X" (de obicei la stânga la dreapta), "Y" (de obicei fata in spate), şi "Z" (sus şi în jos). Masa de lucru poate fi, de asemenea, rotit în plan orizontal sau vertical, creând oa patra axă de mişcare. Unele masini au o axă cincea, care permite de ax la pivot, la un unghi.
Una din problemele cu aceste masini vechi era că aveau nevoie de operator pentru a manipula manivelele pentru fiecare piesă în parte. Pe lânga faptul ca erau monotone şi epuizante fizic, capacitatea operatorului de a face piese identice era limitat. Mici diferenţe în funcţiune a dus la variaţie de dimensiuni axei, care, la rândul său, a creat piese rebut care nu se potrivesc sau sunt inutilizabile. Resturile râmase erau mari, pierderile de materii prime şi timp de muncă.. Deoarece cantităţile de producţie a crescut, numărul de piese produse utilizabile de fiecare operator pe zi nu mai erau economice. Era nevoie de un mijloc de a opera aparatul în mod automat. Încercări privind "automatizarea" aceste operaţiuni folosind o serie de maşini unelte automate care au mutat sculele sau masa de lucru. Ca rotirea sculei , se deplasează instrumentul de tăiere rezultând diferite miscări. Faţa maşini erau modelate pentru a controla mişcarea necesară , precum şi rata la care maşina avansează controlat de viteza sculei. Aceste maşini timpurii au fost dificil de introdus pe piaţă în mod corect, dar odata stabilit, le-au oferit repetabilitate excelent pentru ziua lor. Unele au supravieţuit până în această zi şi erau numite "Swiss" maşini, un nume sinonim cu prelucrare de precizie.
Preview document

















































































































Conținut arhivă zip
- CAD
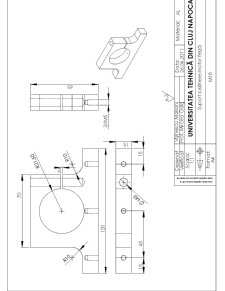
- 18 prindere_freza.SLDDRW
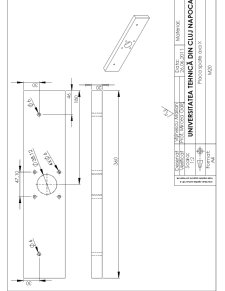
- 20 placa spate x.SLDDRW
- 21 tabla jos.SLDDRW
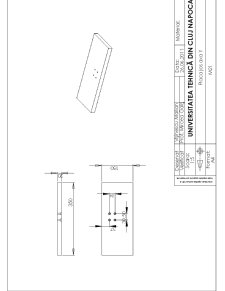
- 3 placa din fata.SLDDRW
- 30 carcasa bucsa bronz 12.SLDDRW
- 31 bucsa bronz 12.SLDDRW
- 4 masa.SLDDRW
- 5 pl laterala stg.SLDDRW
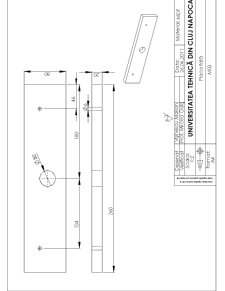
- 7 placa spate axa y.SLDDRW
- axa z b.SLDDRW
- CARCASA AXA Y.SLDDRW
- cuplaj25x35.SLDDRW
- desen A4.DXF
- desen A4.SLDDRW
- desen A4B.SLDDRW
- desenu mare.DWG
- desenu mare.DXF
- desenu mare.SLDDRW
- Draw10.SLDDRW
- DESENE
- 18 PRINDERE_FREZA.pdf
- 20 PLACA SPATE X.pdf
- 21 TABLA JOS.pdf
- 3 PLACA DIN FATA.pdf
- 30 CARCASA BUCSA BRONZ 12.pdf
- 31 BUCSA BRONZ 12.pdf
- 4 MASA.pdf
- 5 PL LATERALA STG.pdf
- 7 PLACA SPATE AXA Y.pdf
- ARBORE.pdf
- AXA Z B.pdf
- CARCASA AXA Y.pdf
- CUPLAJ25X35.pdf
- DESEN A4.pdf
- DESENU MARE.pdf
- PLAN DE OPERATII 1 finit.doc
- PLAN DE OPERATII 2 finit.doc
- PLAN DE OPERATII 3finit.doc
- SURUB.pdf
- SURUB2.pdf
- TEXTE
- licenta2 FINAL.doc
- Prima pagina.doc
Alții au mai descărcat și

O întreprindere este profitabila daca realizeaza produse competitive. In conditiile actuale ale economiei de piata si ale globalizarii pietelor,...

3.1.Accesul mijloacelor si al personalului pentru interventie in caz de incendiu se asigura in permanenta la toate: a) constructia unitatii cu...

Masuratorile directe de aceeasi precizie, reprezinta un volum important de lucrari, executate pe teren în cadrul activitatilor geodezice,...

Te-ar putea interesa și

Cap. 1: Tema proiectului Cercetări privind posibilităţile de fabricaţie a matriţelor prin injecţie pe centrele de prelucrare cu comandă numerică...

Cursul nr. 1. Introducere. 1.1 Mașina unealta. Definiții Mașină: Sistem tehnic alcătuit din corpuri solide, cu mișcări relative determinate,...

INTRODUCERE ÎN TEHNOLOGIILE DE PRELUCRARE ŞI CONTROL 1.1. CICLUL DE VIAŢĂ AL PRODUSELOR Ciclul de viaţă al unui produs cuprinde trei etape...