Cuprins
- Introducere pag.
- 1. COMPARTIMENTUL TEHNOLOGIC. 4
- 1.1. Analiza desenelor de execuţie şi cerinţelor tehnice 6
- 1.1.1. Analiza desenelor de execuţie şi cerinţelor tehnice 11
- 1.1.2.Materialul piesei 12
- 1.2. Analiza sarcinei de producţie 15
- 1.3. Analiza tehnologică a construcţiei piesei 16
- 1.3.1. Analiza calitativă 16
- 1.3.2. Analiza cantitativă 17
- 1.4. Alegerea metodei de fabricare a semefabricatului 18
- 1.4.1. Metode posibile de fabricare a semifabricatului 18
- 1.4.2. Metoda economic acceptabilă 19
- 1.5. Succesiunea fazelor tehnologice de prelucrare a suprafeţelor
- elementare 22
- 1.6. Elaborarea planului de operaţii şi a schemelor de instalare 23
- 1.7. Adaosuri de prelucrare minimale 24
- 1.8. Analiza dimensională a operaţielor şi a procesului tehnologic 33
- 1.9. Evaluarea construcţiei semefabricatului 40
- 1.10. Structura procesului tehnologic 42
- 1.11. Proiectarea operaţielor 49
- 1.11.1. Alegerea maşinelor-unelte 49
- 1.11.2. Alegerea sculelor aşchietoare 54
- 1.11.3. Proiectarea regimurilor de aşchiere 59
- 1.11.4. Normarea tehnică 67
- 1.12. Elaborarea reglărilor tehnologice 70
- 1.12.1. Metode de reglare 70
- 1.12.2. Dimensiunile de reglare 71
- 1.13. Programarea maşinii-unelte cu control numeric 72
- 1.14. Elaborarea metodelor şi alegerea mijloacelor de control 72
- 1.15. Automatizarea funcţiilor sistemului tehnologic 73
- 2. COMPARTIMENTUL CONSTRUCTIV 77
- 2.1. Analiza formei piesei 77
- 2.1.1. Analiza maşinii – unelte 81
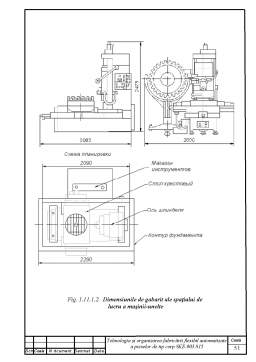
- 2.1.1.1. Dimensiunea spaţiului de lucru a maşinei – unelte 83
- 2.1.1.2. Analiza sculelor aşchietoare 84
- 2.1.1.3. Metoda de fixare a sculelor pe maşina – unealtă sau în dispozitiv 85
- 2.1.2. Elaborarea construcţiei dispozitivului 86
- 2.1.2.1. Alegerea schemei de strîngere a semifabricatului 86
- 2.1.2.2. Alegerea elementelor pentru ghidare şi reglarea sculelor aşchietoare 87
- 2.1.2.3. Calculul forţelor de strîngere şi alegerea mecanismului de acţionare 88
- 2.1.2.4. Calculul mecanismului de transmitere a forţei 89
- 2.1.2.5. Calculul de precizie a dispozitivului 91
- 2.1.2.5.1. Eroarea de bazare 91
- 2.1.2.5.2. Eroarea de fixare 91
- 2.1.2.5.3. Eroarea de poziţie 93
- 2.1.2.5.4. Eroarea de instalare 93
- 2.1.2.6. Construcţia dispozitivului 94
- 2.1.2.7. Descrierea modului de funcţionare 95
- 2.1.3. Proiectarea dispozitivului de control 96
- 2.1.3.1. Destinatia dispozitivului de control 96
- 2.1.3.2. Analiza parametrilor de precizie controloti si elaborarea constructiei dispozitivului de control 97
- 3. COMPARTIMENTUL ORGANIZATORIC 99
- 3.1. Organizarea producerii 99
- 3.1.1. Argumentarea programei de producere 99
- 3.1.2. Determinarea numarului locurilor de munca si numarul de muncitori 101
- 3.1.3. Determinarea numărului necesar de muncitori de bază 102
- 3.1.4. Calculul stocurilor 103
- 3.1.5. Numărul de piese in lot şi construirea diagramei
- de lansare a pieselor în producţie 104
- 3.1.6. Organizarea gospodăriei de scule 105
- 3.1.7. Organizarea locului de muncă 106
- 3.2. Subcompartimentul economic 108
- 3.2.1. Calculul preţului de cost a producţiei 108
- 3.2.2. Salariul direct pe produs 109
- 3.2.3. Calculul investiţiilor capitale 112
- 3.2.4.Calculul efectului economic 113
- 3.2.5. Calculul indicilor tehnico-economici 113
- 4. COMPARTIMENTUL PROTECŢIA MUNCII ŞI A MEDIULUI
- AMBIANT 117
- 4.1. Analiza condiţiilor de muncă 117
- 4.2. Măsurile în domeniul protecţiei muncii 119
- 4.2.1. Igiena muncii şi sanitaria industrială 119
- 4.2.2. Calculul sistemei de ventilare generală 121
- 4.2.3. Calculul iluminatului natural 124
- 4.2.4. Planul sectorului de producţie 125
- 4.2.5. Elaborarea instrucţiunilor pentru operatorul maşinii-unelte de
- frezat-alezat cu CN de tipul 6904 BМФ2 126
- 4.3. Măsuri contra incendiilor şi exploziilor 128
- 4.4. Protecţia mediului ambiant 129
- BIBLIOGRAFIE 130
- ANEXĂ 133
- DOCUMENTAŢIA TEHNICĂ (Set de documente broşurat separat)
Extras din licență
INTRODUCERE
Productivitatea muncii sociale, progresul tehnico-ştiinţific, prosperitatea materială a poporului şi capacitatea de apărare a ţării depind de ritmurile de dezvoltare a industriei construcţiilor de maşini.
Calitatea tuturor echipamentelor şi mecanismelor folosite în industrie, siguranţa, durata lungă de funcţionare şi economicitatea în exploatarea lor depind nu numai de construcţia lor, dar şi de tehnologia după care au fost fabricate. Aplicarea metodelor progresive de prelucrare cu productivitate înaltă, ce asigură o precizie şi calitate a suprafeţelor piesei sporite; a metodelor de tratamente termice ale suprafeţelor de lucru care măresc durata de funcţionare ale pieselor şi maşinii întregi; folosirea efectivă a MUCN, în special a centrelor de prelucrare; utilizarea calculatoarelor, formelor progresive de organizare economico-managerială a sistemelor de producere - toate acestea sunt îndreptate spre rezolvarea problemelor de bază: sporirea eficacităţii sistemelor de producere şi a calităţii produselor.
La soluţionarea acestor probleme sunt încadraţi în mod activ inginerii şi conducătorii de producere, pregătirea cărora se petrece în instituţii superioare de învăţământ în diferite domenii de activitate, precum şi pentru specialitatea „Proiectarea Asistată de Calculator în Construcţia de Maşini". Această specialitate are scopul de implimentare a calculatorului în proiectarea tehnologiilor de producere, de modelare a produsului, a operaţiilor de prelucrare etc.
Partea tehnologică a proiectului de an prevede elaborarea tehnologiei de prelucrare a unei piese concrete. Prin urmare, studentul trebuie să creeze un proces tehnologic contemporan de fabricare a piesei, acesta putând fi aplicat pe un centru de prelucrare sau o maşină-unealtă cu control numeric. La elaborarea procesului tehnologic trebuie rezolvate problemele practice în aşa fel, ca rezultatele lucrărilor totale sau măcar parţiale să fie cu putinţă de a fi utilizate în producere.
Ca date iniţiale pentru proiectare servesc: desenul de execuţie al piesei; procesul tehnologic de prelucrare mecanică a piesei, elaborat de uzina producătoare (traseul tehnologic de prelucrare, desenul s/f, utilaje, echipamentele tehnologice, etc) pentru ca în final să comparăm procesul tehnologic proiectat cu cel de bază; programa anuală de fabricare a piesei.
În cazul dat avem o piesă de tip „Corp" 8KE.003.815. Programa anuală este de 1000 bucăţi.
Având în vedere caracterul specialităţii, de la început stabilim că procesul tehnologic va fi elaborat în baza fabricării flexibile automatizate. Sunt folosite MUCN ca utilaj de bază, la care prelucrarea poate fi realizată pe baza controlului numeric. Aici se adaugă caracterul universal al metodei de schimb a semifabricatului (manual), control, transportare, depozitare.
Sistemul flexibil automatizat va cuprinde posibilităţi de prelucrare a pieselor de tip corp de revoluţie, care conţin şi alte tipuri de suprafeţe (găuri cu axe paralele şi perpendiculare pe axa de rotaţie a piesei, canale, suprafeţe plane paralele sau perpendiculare axei centrale de rotaţie a piesei, etc).
Cel mai reuşit sistem este pe baza unui centru de prelucrare, care permite de a elabora un proces tehnologic format dintr-o operaţie complexă. PT se elaborează după principiul: depozit – maşină-unealtă disponibilă – depozit.
Utilizarea acestei metode de producţie (fabricarea flexibilă automatizată), va influenţa productivitatea şi va micşora preţul de cost al produsului. Toate acestea, în final, vor duce la venituri suplimentare ale întreprinderii.
Scopul proiectului de diplomă este perfecţionarea nu numai a tehnologiei parametrilor constructivi şi organizatorici a procesului tehnologic de prelucrare mecanică a piesei în selecţie, dar şi organizarea mai deplină a securităţii lucrătorilor şi a mediului înconjurător, de factorii dăunători ai producerii.
1. COMPARTIMENTUL TEHNOLOGIC
1.1. Analiza desenelor de execuţie şi a cerinţelor tehnice
Piesa dată de tip „CORP” 8KE 003.815 face parte din pompa TT 63/10 (fig. 1.1) care are ca scop de a pompa uleiul din sistemul hidraulic de răcire a transformatoarelor de forţă.
Electropompa TT 63/10 e calculat pentru exploatare (pompare) cu ulei de transformator cu temperatura până la 85C şi pentru o perioadă scurtă de timp până la 95C, în sistemele de răcire ale transformatoarelor de forţă în garniturile cu propulsare electrică. Permite lucrul pentru perioade lungi de timp la o înălţime de până la 3000 m de-asupra mării, în condiţii de vibraţie cu frecvenţă de până la 100 Hz şi acceleraţie de până la 3g. Poate fi instalat orizontal şi vertical.
Literele din denumirea pompei au următoarea semnificaţie:
TT – tipul (de transformator, de forţă – pentru instalaţii mobile);
66 – debitul, m3/ora;
10 – presiunea, m;
Electropompa reprezintă un agregat unic monobloc fără garnitură de etanşare, ce constă dintr-un motor asincron în 3 faze special integrat, cu un rotor în scurtcircuit şi o pompă centrifugă cu o singură treaptă. Rotorul 12 al motorului se roteşte în rulmenţii cu bile 7, 16. Roata de lucru se fixează de capătul în consolă al arborelui rotorului cu ajutorul penei 5, piulitei 6 şi şaibei. Pentru eliberarea aerului la umplerea cu ulei a pompei şi pentru scurgerea uleiului, pe corpul 15 al rumentului din spate şi pe capacul din faţă 8 există găuri, astupate cu căpăcelele 2. Pe flanşa de presiune a corpului 11 al pompei există o gaură, astupată cu căpăcelul 2, pentru instalarea mecanismului de închidere, de care se prinde manometrul. Mecanismul de de închidere preîntâmpină scurgerea uleiului la extragerea şi schimbul manometrului. Bobinajul statorului 12 al motorului – într-un singur strat, sârmă ПЭФ-155 (0,75) ТУ 16.505.673-77 sau ПСДТ (0,75) ТУ 16.К71-129-91. Izolarea de canelură este executată din materiale rezistente la acţiunea uleiului cu rezistenţa la încălzire nu mai mică de clasa E. Bobinajul se răceşte cu uleiul pompat, care din timpanul din spate al roţii de lucru vine prin aparatul de direcţionare 1 în corp şi, trecând prin jocul dintre stator şi rotor, se reîntoarce în partea de absorbţie a roţii de lucru prin gaura din corpul 15 al rulmentului, arborelui rotorului şi piulitei 6. Partea cea mai importantă a uleiului pompat udă şi răceşte suprafaţa statorului 12 la curgerea prin canalele corpului 11 şi ajunge în racordul de presiune. Cutia bornelor de ieşire e situată pe partea laterală a corpului 11 cu ieşirea cablului în direcţia racordului de presiune. Tabloul de borne are 6 cepuri de ieşire pentru conectarea “în triunghi” sau “în stea” la o tensiune de 220 sau 380 V şi un cep de ieşire de legare la pământ 8. A doua legare la pământ (ştiftul 26) e aşezată pe racordul de presiune.
Fig.1.1.1. Desenul de ansamblu al pompei TT63/10
T a b e l u l 1.1.1.
Parametrii tehnici ai electropompei
Cerinţele tehnice referitor la precizia dimensională, precizia formei, precizia poziţiei reciproce, rugozitatea sunt date pe desenul de execuţie, prezentat în fig. 1.1.2. Deci să analizăm fiecare cerinţă în parte.
Piesa de tip corp are funcţia de orientare a elementelor componente ale mecanismului, astfel încât şi în statică, şi în dinamică ele să rămână funcţionale.
Fiind o piesă complexă, din punct de vedere constructiv, aceasta însă nu prezintă o variaţie mare de suprafeţe funcţionale. Mai mult ca atât, fiind un corp de rotaţie, aceste suprafeţe fac parte din tipologia suprafeţelor elementare: cilindrice, plane. Cea mai înaltă treaptă de precizie este 9, ceea ce implică faze de prelucrare aparte. Restul suprafeţelor corespund treptelor de precizie IT12-IT14.
Având funcţia de carcasă, piesa dată nu este practic prelucrată pe exterior (cu excepţia suprafeţelor frontale), având o precizie de formă obţinută la operaţia de turnare: IT12. Însă suprafeţele prelucrate, majoritatea suprafeţe interioare şi frontale, obţin precizii în dependenţă de rolul funcţional, adică cel prescris de constructor. Bătăile frontale (60μm) ne impun de a folosi nişte dispozitive ce ar putea asigura aceste valori.
Preview document














































































































































































Conținut arhivă zip
- Capitolul 1 (TCM) .doc
- Capitoul 2 (Dispozitivul).doc
- Capitoul 3 (Economia) .doc
- Capitoul 4 (Protectia)1 .doc
- fisa titlu.doc
- Fisele teh..doc
Alții au mai descărcat și

Cap 1 CINEMATICA PRESELOR ACTIONATE HIDRAULIC ( FUNCTIONARE ) Principiul de funcționare a preselor hidraulice se bazează pe legea propagării...

La momentul dat avem de proiectat o sculă de tip freza disc modul pentru frezarea roţilor dinţate, ea are o construcţie destul de complicată,...

1.Elemente constructiv-funcţionale ale piesei 1.1. Schiţa piesei Pe desenul de execuţie al piesei au fost notate cu Sn suprafeţele acestuia care...

CAPITOLUL 1: Studiu bibliografic 1.1 Introducere Dezvoltarea impetuoasă a ştiinţei şi tehnicii determină tendinţe noi în prelucrarea metalelor...

PARTEA I.PROIECTAREA TEHNOLOGIEI DE FABRICAŢIE 1. Analiza funcțional - constructivă a piesei 1.1 Codificarea și clasificarea suprafețelor piesei...

INTRODUCERE În condiţiile actuale aîe economiei de piaţă, o problemă importană pentru orice societate care are ca obiect de activitate producţia...

Să se proiecteze un dispozitiv special pentru prinderea în vederea prelucrării prin găurire a suprafeţelor indicate la piesa din figură:...

ARGUMENT În construcţia de maşini asamblarea demontabila este definita printr-un sistem de legătura intre doua elemente, uşor montabile si...