Cuprins
- Introducere
- 1.Compartimentul tehnologic
- 1.1. Analiza desenului de execuție
- 1.2. Materialul piesei
- 1.3. Cerințele tehnice a piesei
- 1.4. Analiza sarcinii de producție
- 1.5. Alegerea metodei de fabricare a semifabricatului piesei
- 1.5.1. Justificarea metodei de obținere a semifabricatului
- 1.5.2. Metoda economică acceptabilă
- 1.5.3. Schița prealabilă a semifabricatului
- 1.6. Succesiunea fazelor tehnologice la prelucrarea suprafețelor
- 1.7. Elaborarea planului de operații și a schemelor de instalare a semifabricatului
- 1.8. Calculul analitic de prelucrare
- 1.8.1 Calculul analitic a adaosurilor pentru o suprafață
- 1.8.2Adaosuri determinate după norme statico-experimentale
- 1.9. Alegerea mașinilor-unelte
- 1.10.Alegerea sculelor așchietoare
- 1.11.Calculul regimurilor de așchiere
- 1.11.1.Calculul analitic pentru o fază tehnologică
- 1.11.2Alegerea regimurilor de așchiere pentru celelalte faze conform tabelelor
- 1.12Elaborarea programei pentru prelucrare la mașina-unealtă cu CN (pentru o
- operație sau un grup de faze tehnologice)
- 1.13Normarea tehnică
- 1.14Posibilitățile de automatizare a funcțiilor sistemului tehnologic
- 2.Compartimentul constructiv
- 2.1 Alegerea unui dispozitiv de strângere și fixare a piesei
- 2.2 Alegerea unui mijloc de control
- 2.3 Calculul unei scule utilizată la prelucrarea piesei
- 3.Compartimentul organizatoric-economic
- 3.1Organizarea producerii
- 3.1.2 Organizarea tipului de producere
- 3.1.3Determinarea numărului de utilaje și coeficientul de încărcare a acestora
- 3.1.4Determinarea numărului de muncitori și coeficientul de încărcare a acestora
- 3.1.5Elaborarea planului grafic de intrare - ieșire a pieselor în producere
- 3.1.6Calculul tipurilor de stocuri
- 3.1.7Organizarea dotării locurilor de muncă de instrumente și calculul necesarului în scule
- 3.1.8Organizarea rațională a locurilor de muncă. Calculul suprafeței de producție și construirea planului sectorului
- 3.2Calculul costului de producție
- 3.2.1Determinarea consumului de material
- 3.2.2Determinarea consumului cu privire la remunerarea muncii
- 3.2.3 Determinarea consumului și costurilor privind energia electrică
- 3.2.4Determinarea consumurilor indirect pe perioada de consum
- 3.2.5Calculul costului de producție pe unitate de produs
- 3.3Calculul indicatorilor tehnico - economici
- 3.3.1 Determinarea investițiilor capitale
- 3.3.2Calculul nivelului rentabilității
- 3.3.3Calculul indicatorilor de lucru al sectorului
- 3.3.4Calculul pragului de rentabilitate
- 4. Compartimentul securității muncii
- 4.1. Analiza factorilor pericoloși și nocivi pentru sănătatea omului la sectorul mecanic, metodele necesare pentru înlăturarea lor
- 4.2 Măsuri de securitate la locul de muncă
- 4.3Calculul iluminatului artificial
- Bibliografie
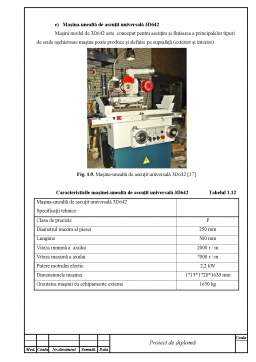
Extras din licență
Analizând desenul de execuție vedem că avem de proiectat procesul tehnologic a unei scule de tip Freză frontală, cod CT.2407-03 cu o lungime de 190 mm și diametrul părții active de 90 de mm cu plăcuțe din aliaj dur, filet de interior M18 pe o lungime de 40 mm cu pasul standard.
Fig. 1.1. Desenul de execuție a piesei [16]
Freza are clasa de precizie de 6,3 la părțile exterioare scula se folosește pentru frezarea suprafețelor plane.
Freza fontală este confecționată din OȚEL 45 GOST 880-88, iar partea activă dint-un aliaj dur T5K10 GOST 18879-73.
Freza frontală are 4 dinţi pentru confecționarea acestei freze vom efectua operații de strunjire, frezare și rectificare, corpul frezei are con Morse 5 cu precizie înaltă, la care va fi nevoie să facem prelucrări de rectificare.
Pentru toate aceste operaţii se vor folosi dispozitive speciale, pentru uşurarea prelucrări şi micşorarea timpului de bază în care se prelucrează piesa.
1.2 Materialul piesei
Freza fontală este confecționată din partea activă și corpul frezei, corpul frezei este confecționat din OȚEL 45 GOST 880-80.
a)Acest oţel se mai numeşte şi oţel carbon de calitate, pentru că are un grad ridicat de puritate şi o compoziţie chimică fixată în limite strânse, asigurând o constanţă a caracteristicilor de calitate obţinute prin tratamente termice (de îmbunătăţire - călire şi revenire). Notarea mărcilor de oţel de uz general se face prin simbolul OLC (oţel carbon de calitate) urmat de două cifre care reprezintă în sutimi de procente, conţinutul mediu de carbon (astfel, OLC 45 are conţinutul mediu de carbon 0,45 %). Conform STAS 880 - 80, compoziţia chimică a oţelului OLC 45 este indicată în tabelul 1.1, iar caracteristicile mecanice și tehnologice sunt indicate în tabelul 1.2.
Compoziţia chimică a oţelului OLC 45 Tabelul 1.1
Marca oţeluluiCompoziţia chimică %
CMnPS
OLC 450,42 0,500,50 0,80Max. 0,045Max. 0,040
Caracteristici mecanice şi tehnologice Tabelul 1.2
Marca oţelului
Tratament termicLimita de curgere
Rp0,2
[N/mm2]Rezistenţa la rupere
Rm
[N/mm2]Alungirea la rupere
A
[%]Rezilienţa KCU
J/cm2
OLC45CR410700 - 8401439
b)Iar partea activă din aliaj dur T5K10 GOST 18879-73.
Aliaje dure produse prin tehnica metalurgiei pulberilor în formă de plăci. Componentele de bază ale acestor aliaje sunt tungsten carbură WC, TiC titan, tantal și niobiu TaC NBC, particule minut, care sunt conectate printr-o ligamente relativ moale și mai puțin refractare de cobalt sau nichel, în amestec cu molibden.
Aliajele de-al doilea grup TC format din trei etape principale: o soluție solidă de wolfram și titan carburi (TiC-WC) de carbură de tungsten (WC) și ligamentele cobalt.
Ele sunt destinate în primul rând pentru echipamentele de instrumente pentru prelucrarea oțelurilor, așchiere. Comparativ cu grupul aliajele VC acestea sunt mai rezistente la
oxidare, duritate și rezistență la căldură și în același timp, reduce conductivitatea termică și conductivitatea electrică, precum și modulul de elasticitate.
Capacitatea de aliaje ale CT rezistă la uzură sub influența jetoanele în mișcare se explică prin faptul că setarea temperaturii a aliajelor cu oțelul de acest tip este mai mare decât cea a aliajelor pe bază de WC-Co, care permite folosirea viteză de tăiere mai mare atunci cand prelucrarea oțelului și a îmbunătăți în mod semnificativ viață a sculei. Compoziția chimică a aliajului T5K10 GOST 18879-73 este indicată în tabelul 1.3, iar proprietățile fizice și mecanice aliaj T5K10 este indicată în tabelul 1.4.
Compoziția chimică a aliajului T5K10 GOST 18879-73 Tabelul 1.3
Marca aliajCompoziția chimicăDuritatea
HRCRezistența la încovoiere kg/mm2Greutatea specifică
g/cm3Temperatura de călire ºC
WCTiCCo
T5K108551088,511512,41100-1150
Proprietățile fizice și mecanice aliaj T5K10 Tabelul 1.4
Marca
AliajConductivitate termică, W / (mm)Coeficientul de J specifice căldură / (kgCoeficientul de dilatare liniară,
-X1 TO 106Rezistenta la compresiune, MPa
Т5К1021-63209,55,53140
1.3 Cerințele tehnice a piesei
Din analiza desenului de execuție avem următorele cerințele tehnice la fabricarea sculei de tip freză frontală care sunt:
- Materialul corpului frezei este Oțel 45 GOST 880-88.(Cel mai raspîndit oțel pentru fabricarea corpurilor frezelor).
- Materialul plăcuțelor aliaj dur T5K10 GOST 18879-73.(Este un aliaj care rezistă mai mult timp la uzură).
- Plăcuțele sunt lipite după GOST 21390-76.(Gost ne permite lipirea plăcuțelor cu curenți de fregvență înaltă).
- Toleranța admisibilă la muchile părți active în raport cu conul Morse 0,04.(Toleranța care ne permite ca partea activă sa nu fie rebut).
Bibliografie
1.Picoş C., Pruteanu O., Bohosievici C., Al. Toca ,,Proiectarea tehnologiilor de prelucrare mecanică prin aşchiere,, Man. de proiectare. În 1 vol. - Chișinău: Universitas, 1992. - 639 p.
2.Picoş C., Pruteanu O., Bohosievici C., Al. Toca ,,Proiectarea tehnologiilor de prelucrare mecanică prin aşchiere,, Man. de proiectare. În 2 vol. - Chișinău: Universitas, 1992. - 640 p.
3.Traian Grămescu, Grigore Domente ,,Automatizarea proceselor din sistemele de fabricație,, Chișinău: Universitas, 1994. - 344 p.
4.Balabanov A.N. ,,Kratkii spravocinik tehnologa - maşinostroitelea,, - M.: Izdatelistvo standartov, 1992. - 464 p.
5.Kosilova A.G., Meşcereako R.K. ,,Spravocinik tehnologa - maşinostroitelea,,V 2-h t. T.2. / Pod. red. Kosilovoi A.G. i Meşcereakova R.K. - 4-e izd., pererab. i dop. - M.: Maşinostroenie, 1986. - 496 p.
6.Babuk V.V., Gorezko P.A., Zabrodin K.P. i dr. ,,Diplomnoe proektirovanie po tehnloghii maşinostroenia,, Ucebn. posobie dlea vuzov / Babuk V.V. - Mn.: Vâş. şkola, 1979. - 464 p.
7.Nistrean A., Ciupina L., Sevarincu M., Dumitraş C. ,,Scule aşchietoare,, - Chișinău: Ştiinţa, 1999. - 359 p.
8.Sergiu Mazuru Îndrumar de laborator “ Bazele proiectării dispozitivelor “ departamentul editorial-poligrafic al U.T.M. Chişinău 1998.
9.Sergiu Mazuru Îndrumar de proiectare “ Bazele proiectării dispozitivelor “ U.T.M. Chişinău 2001.
10. Vardaşkin B. Dispozitive pentru maşini - unelte. Îndrumar pentru proiectare. Vol. 1., Vol. 2., Maşinostroenie, M. 1984.
11.https://ru.scribd.com/doc/93994755/Dispozitive-Pentru-Masini-Unelte
12.http://ru.scribd.com/doc/136055225/Calculul-Si-Proiectarea-Sculelor-Aschietoarescrigroup.com/tehnologie/tehnica-mecanica/PROIECT-LA-SCULE-ASCHIETOARE-B72482.php
13.http://tehkd.ru/chertegi/kompas/kompas_st4.html
14.http://chertezhi.ru/modules/files/viewcat.php?cid=60&orderby=dateA
15.http://mashinform.ru/
16.http://alldrawings.ru/
Preview document




























































































Conținut arhivă zip
- fisele
- 1.docx
- 10.doc
- 11.doc
- 2.doc
- 3.doc
- 4.doc
- 5.doc
- 6.doc
- 7.doc
- 8.doc
- 9.doc
- Introducere.doc
- desenele de la diploma 2015.dwg
- Cuprins.doc
- capitolul1 la diploma.docx
- capitolul 3 la diploma economia.doc
- capitolul 2 la diploma.doc
- cap4 la diploma.doc
Alții au mai descărcat și

Memoriu justificativ Tema lucrării de diplomă este “Proiectarea şi verificarea unui şasiu spatial sudat utilizând pachete software dedicate”. Ea...

Capitolul 1 Memoriu justificativ Ideea de presare a noroiului menajer colectat in fosele septice individuale si industriale a venit din cerințele...

Introducere Tema lucrării de licenţă „Tehnologii tip de fabricare a pieselor de automobil cu suprafeţe preponderent de revoluţie” este...

1.Elemente constructiv-funcţionale ale piesei 1.1. Schiţa piesei Pe desenul de execuţie al piesei au fost notate cu Sn suprafeţele acestuia care...

Memoriu justificativ În prezent, necesitatea introducerii în producţie a noi tehnologii şi metode de prelucrare perfecţionate, moderne şi de...

CAPITOLUL 1 INTRODUCERE 1.1. OBIECTUL PROIECTULUI. PRINCIPALELE PROBLEME PROPUSE SPRE REZOLVARE. Obiectul proiectului de diplomă îl constituie...

1. Introducere Pentru a prelucra mai economic o mare varietate de piese, s-a studiat în permanenţă metodele de reducere al preţului de cost al...

CAPITOLUL I COMPORTAREA LA SUDARE A MATERIALELOR SUDABILITATEA OŢELURILOR I.1. Generalităţi În cursul realizãrii şi exploatãrii construcţiilor...
Te-ar putea interesa și

INTRODUCERE Stagilul de practică pentru lucrare de licenţă l-am efectuat în cadrul laboratorului de Tehnologia Fabricării Produselor de la...

La momentul dat avem de proiectat o sculă de tip freza disc modul pentru frezarea roţilor dinţate, ea are o construcţie destul de complicată,...

Capitolul 1. Obiectivul caietului de sarcini Aceste instrucţiuni au fost redactate pentru siguranţa utilizatorilor conform prezentelor...

1. Studiul tehnic 1.1. Studiul piesei pe baza desenului de execuție al piesei 1.1.1. Rolul funcțional al piesei Piesa face parte din ansamblul...

CAPITOLUL I 1.Analiza conditiilor tehnico-functionale si a tehnologicitatii pisei si stabilirea sistemului de productie 1.1 Analiza rolului...

Capitolul 1 EVALUAREA PRELUCRABILITĂŢII PRIN AŞCHIERE 1.1. Conceptul de prelucrabilitate Conceptul de prelucrabilitate este în directă...

INTRODUCERE Una din cerinţele majore ale industriei constructoare de maşini şi utilaje constă în proiectarea şi dimensionarea raţională a...

1. Studiul tehnic 1.1. Studiul piesei pe baza desenului de produs finit. 1.1.1. Analiza posibilitatilor de realizare a preciziei macro si micro...