Cuprins
- I. STUDIUL TEHNOLOGIILOR EXISTENTE ŞI A UTILAJELOR AFERENTE 4
- 1.1. DEFINIŢIE SI CLASIFICARE 4
- 1.2.PROCESE TEHNOLOGICE DE IMPRIMARE LA RECE A GRAVURILOR DE MATRIŢE 8
- II. PROIECTAREA TEHNOLOGIEI DE IMPRIMARE LA RECE A MATRIŢELOR UTILIZATE LA AUTOMATELE AMP DIN DOMENIUL ORGANELOR DE ASAMBLARE 16
- 2. STUDIUL GENERAL DESPRE PRESELE DE MIC GABARIT 16
- 2.1.VARIANTE CONSTRUCTIVE 16
- 2.2. PRINCIPIUL PROCEDEULUI 22
- 2.2.1.Principiul imprimării-modalităţi de realizare 23
- 2.2.2 Imprimarea 24
- 2.3. FORŢA DE IMPRIMARE 28
- 2.4. PRESIUNEA DE IMPRIMARE 32
- 2.5. LUBREFIANŢI FOLOSIŢI 32
- 2.6. VITEZA DE DEFORMARE 32
- 2.7. INFLUENŢA CALITĂŢII SUPRAFEŢEI 33
- 2.8. TRATAMENT TERMIC APLICAT 33
- 2.9. OŢELURI PENTRU IMPRIMARE LA RECE 34
- III. ALEGEAREA UTILAJULI ADECVAT 37
- 3.1. SCHEMA SI DESCRIEREA MODULUI DE FUNCŢIONARE PENTRU O PRESĂ DE GABARIT REDUS 37
- 3.2. ALEGEREA SMIFABRICATULUI INIŢIAL 40
- 3.3. TEHNOLOGIA IMPRIMĂRII ÎN CAZUL ALES 41
- 3.3.1.Alegerea materialului. 41
- 3.3.2.Determinarea felului imprimării 41
- 3.3.3 Poansonul de imprimare 42
- 3.3.4. Lubrifiant folosit 42
- 3.3.5. Viteza de imprimare 42
- 3.3.6. Stabilirea parametrilor de imprimare 42
- 3.4. PROIECTAREA SDV-URILOR 44
- 3.4.1. Poansonul 44
- IV. REPROIECTAREA UTILAJULUI LA PARAMETRII CERUTI DE TEHNOLOGIE 55
- 4.2. REPROIECTAREA MECANISMULUI DE LUCRU. 55
- 4.2. REPROIECTAREA BATIULUI 61
- 4.3.CALCULUL EFORTULUI MAXIM ÎN MONTANŢI 69
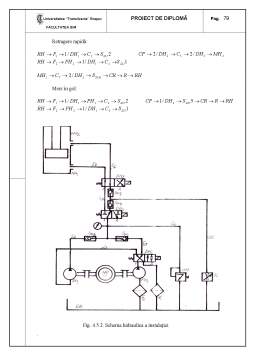
- 4.4.CALCULUL HIDRODINAMIC 72
- 4.5. REPROIECTAREA SISTEMULUI DE ACŢIONARE 75
- V. ASPECTE ECONOMICE 81
- VI. ELEMENTE DE PROTECTIA MEDIULUI 85
- VII. INSTRUCŢIUNI DE EXPLOATARE ŞI ÎNTREŢINERE PENTRU POMPĂ ŞI PRESĂ 87
- VIII. PROTECŢIA MUNCII 88
Extras din licență
1. Introducere
Pentru a prelucra mai economic o mare varietate de piese, s-a studiat în permanenţă metodele de reducere al preţului de cost al sculelor şi obţinerea unor economi importante în legătură cu sculele necesare pentru prelucrare la cald.
Matrţele destinate prelucrării la cald pot fi fabricate prin mai multe metode dintre care cele mai frecvent utilizate la execuţia gravurii sunt:
- execuţie prin aşchiere pe maşini universale şi maşini de copiat
- execuţia prin electroziune
- execuţia prin prelucrare electrochimică
- execuţia prin imprimare la rece sau la cald
Pentru dezvoltarea modului de fabricare a sculelor este caracteristic că în măsură crescândălocul prelucrărilor aşchietoare a profilului sculelor este luată de prelucrări neaşchietoare. În special la fabricarea sculelor pentru producţia de masă a pieselor de formă, pentru care necesită o cantitate mare de scule identice, şi-a dovedit utilitatea imprimarea sau ştamparea formei.
Acest procedeu care se poate aplica atât la fabricarea poansoanelor de refulare cât şi a cavităţii matriţelor, şi la care imprimarea formelor în scule se realizează fie la cald, fie la rece, are nu numai avantaje economice, deoarece în acest mod se economiseşte o mare parte a prelucrărilor mecanice pe sculă, dar i se şi atribuie avantaje de natură tehnică, deoarece sculele formate neaşchietor cu un parcurs al fibrei mai avantajos, o structură mai densă faţă de acelea prelucrat prin aşchiere.
După acest procedeu pot fi realizate şi forme de scule mai complicate mai ales că în multe cazuri poansonul de imprimare poate fi confecţionat mai uşor decăt profilul, respectiv gravura din poansoane sau matriţe.
Poansonul pentru presat la rece se execută pe maşini de frezat prin copiere cu profil corespunzător imprimării necesare. Un asemenea poanson poate să fie executat aproape întotdeauna mai ieftin, mai precis, şi cu o finisare a suprafeţelor mai bună decât o cavitate prelucrată prin aşchiere.Rezultă de altfel, că atunci când se prelucrează o serie de cavităţi cu un singur poanson, toate sunt perfect identice, în timp ce la imprimări repetate prin frezare sau gravare, mici variaţiiale dimensiunilor sunt inevitabile.
Din punct de vedere economic ne interesează mai mult imprimarea la rece pentru avantajele deosebite pe care le oferă şi anume:
- tehnologie simplă
- productivitate deosebită
- pierderi de material minime
- precizia dimensională mare
- calitate excelentă a suprafeţei gravurii
- duritate sporită a matriţelor ca urmare a calităţii asupra feţelor active şi a continuităţii fibrajului. Dezavantajele:
- apariţia ecruisării materialului
- este limitată adâncimea realizabilă a cavităţii
- sculele cu suprafaţă mare nu pot fi confecţionate aconomic, deoarece matrţarea la rece cere forţe de procesare foarte mari
- procedeul nu permite retezări la forme cave
- este greu de a produce forme cave cu pereţi precis paraleli, mai ales de aceea că tratamentul termic ce urmează duce la schimbarea mică a dimensiunilor
- se utilizează oţeluri reletiv scumpe
Însă toate avantajele prezentate au determinat extinderea metodei la execuţia unor scule ca: matriţe pentru piese forjate pe ciocane, prese sau AMP-uri, matriţe pentru turnare sub presiune, matriţe pentru imprimarea în relief, etc.
I. STUDIUL TEHNOLOGIILOR EXISTENTE ŞI A UTILAJELOR AFERENTE
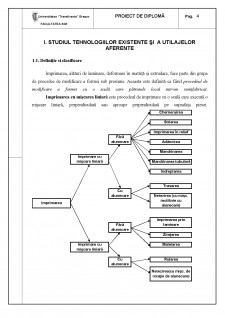
1.1. Definiţie si clasificare
Imprimarea, alături de laminare, deformare în matriţă şi extrudare, face parte din grupa de procedee de modificare a formei sub presiune. Aceasta este definită ca fiind procedeul de modificare a formei cu o sculă care pătrunde local intr-un semifabricat.
Imprimarea cu mişcarea liniară este procedeul de imprimare cu o sculă care execută o mişcare liniară, perpendiculară sau aproape perpendiculară pe suprafaţa piesei.
Bibliografie
1. Vladimir ROJANSCHI, ş.a.-Abordări economice in protecţia mediului, Editura Tehnică, Bucureşi, 2002
2. Ioan Deutsch- „Rezistenţa materialelor”, Ed. Didactică şi Pedagogică , 1979 , Bucureşti
3. Moldovan V, Maniu A.- Utilaje pentru deformări plastice, EDP, 1982
4. Geamăn V.- Utilaje şi instalaţii mecanice pentru prelucrări plastice. Reprografia Universităţii „Transilvania” , Braşov , 1996
5. Geamăn V.- Ingineria utilajelor tehnologice de forjare-matriţare, Editura Universităţii „Transilvania” , 2002
6. Popescu, M.â Managementul calităţii, Editura Universităţii „Transilvania”, Braşov, 2004
7. Chichernea F.- Analiza valorii.Editura Universităţii Transilvania, Braşov, 2002
8. www.ekobal.com
9. www.sculepneumatice.ro
Preview document



























































































Conținut arhivă zip
- Studiul tehnologiei imprimarii la rece.doc
Alții au mai descărcat și

Analizând desenul de execuție vedem că avem de proiectat procesul tehnologic a unei scule de tip Freză frontală, cod CT.2407-03 cu o lungime de 190...

Memoriu justificativ Tema lucrării de diplomă este “Proiectarea şi verificarea unui şasiu spatial sudat utilizând pachete software dedicate”. Ea...

Capitolul 1 Memoriu justificativ Ideea de presare a noroiului menajer colectat in fosele septice individuale si industriale a venit din cerințele...

Introducere Tema lucrării de licenţă „Tehnologii tip de fabricare a pieselor de automobil cu suprafeţe preponderent de revoluţie” este...

1.Elemente constructiv-funcţionale ale piesei 1.1. Schiţa piesei Pe desenul de execuţie al piesei au fost notate cu Sn suprafeţele acestuia care...

Memoriu justificativ În prezent, necesitatea introducerii în producţie a noi tehnologii şi metode de prelucrare perfecţionate, moderne şi de...

CAPITOLUL 1 INTRODUCERE 1.1. OBIECTUL PROIECTULUI. PRINCIPALELE PROBLEME PROPUSE SPRE REZOLVARE. Obiectul proiectului de diplomă îl constituie...

CAPITOLUL I COMPORTAREA LA SUDARE A MATERIALELOR SUDABILITATEA OŢELURILOR I.1. Generalităţi În cursul realizãrii şi exploatãrii construcţiilor...