Cuprins
- INTODUCERE 2
- SCHEMA TEHNOLOGICA DE FABRICARE A 3
- SALAMULUI DE SIBIU 3
- CONTROLUL CALITATII 7
- METODE SI TEHNICI DE MASURARE A NIVELULUI 8
- CALITATII 8
- Standarde, norme, reglementari privind calitatea 9
- Metode de control 13
- Controlul microbiologic al mezelurilor 16
- Examenul organoleptic 16
- DEFECTE CONSTATATE LA SALAMUL 17
- DE SIBIU 17
- Decolorarea si inmuierea centrului batonului 17
- Scurgerile de grasime 18
- Goluri de aer in continut 18
- Desprinderea membranei 19
- Caracteristicile produsului finit 20
- Controlul C.T.C pe faze de fabricatie 20
- BOLI PARAZITARE TRANSMISIBILE DIRECT LA OM PRIN CONSUMUL DE CARNE 21
- BOLI PARAZITARE TRANSMISIBILE,INDIRECT LA OM 22
- Bibliografie 23
Extras din proiect
INTODUCERE
Salamurile crude, uscate, de durata sunt preparate de carne în care materia este supusă unor fermentaţii produse de enzimele proprii ale fibrei musculare şi a unor enzime produse de bacterii, mucegaiuri şi drojdii utile. Aceste procese au loc în cursul întregului ciclu de fabricaţie, care se desfăşoară la temperaturi scăzute.
În această categorie de produse sunt cuprinse salamuri crude şi cârnaţi cruzi afumaţi,salamuri şi cârnaţi etuvaţi şi afumaţi şi salamurile crude uscate şi presate.
După procesul tehnologic aplicat, aceste produse se caracterizează prin următoarele:
- salamurile crude-afumate, cu tipul caracteristic salamului de Sibiu, se fabrica din carne de porc şi slănină, zvântate, toate, amestecate cu ingrediente de conservare, arome şi gust, umplute în membrane, zvântate şi afumate la rece şi apoi supuse maturării şi uscării la rece.
- salamurile şi cârnaţii etuvaţi şi afumaţi, cu tipul caracteristic salam „Danez” şi cârnaţi de Parma, fabricate din carne de porc şi carne de vită, care după zvântare , tocare, condimentare, umplere, zvântare în membrană, se etuvează la 22-24oC şi apoi se afumă la rece, urmate de maturare şi uscare la rece.
- salamuri crude – uscate şi presate sunt produse care nu se afumă. Toate procesele biochimice se produc în faza de fabricaţie şi uscare la rece.
Din această categorie la noi în tară se fabrică produse din carne de oaie babic şi ghiuden.
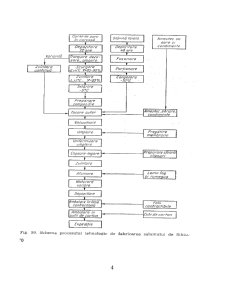
SCHEMA TEHNOLOGICA DE FABRICARE A
SALAMULUI DE SIBIU
In fabricile noi de salam de Sibiu se aplica urmatoarea tehnologie.
1. Alegerea porcilor. Ca materie prima pentru salamul de Sibiu se admit porci de orice rasa , cu greutatea in viu de 140-160Kg.
2. Taierea porcilor. Se face numai in unitati cu proces de taiere continuu, unde porcii sa fie odihniti. Se exclude carnea de la animalele cu miopatie exudartiva (PSE), precum si carnea DFD. Slanina, folosita pentru salamul de Sibiu , trebuie sa aiba consistenata tare. Slanina fasonata in placi se reprigereaza astfel ca in 12 ore sa ajunga la 2-4 oC.
3. Refrigerarea. Trebuie sa se faca imediat, incat temperatura la os sa fie dupa 12 ore de 2-4 oC.
4. Depozitarea. Se face in fabrica 48-72 ore la 2-4 oC.
5. Transarea. Este prevazuta a se face intr-o sala conditionata la 8-10 oC, prevazuta cu banda de transare din inox si blaturi din material plastic. Dupa ales carnea se taie in bucati de 100 – 150 g dupa care se aseaza pe banda amestecandu-se pentru a se face omogenizarea lotului. Carnea omogenizata se aseaza in tavi perforate acoperite cu panza alba de sedila, iar tavile se aseaza pe rastele cu roti, cu care se duc in camerele de scurgere. Slanina se alege si apoi se taie in cuburi de 3 cm cu masina de taiat slanina in cuburi , apoi se duce la congelat. Produselerezltate din transare, care nu se folosesc la salamul de Sibiu, se duc la fabrica de preparate de carne.
6. Scurgerea si zvantarea. Scurgerea si zvantarea se pot face in aceeasi camera, sau in camere diferite. Scrgerea este prevazuta in tavi perforate in strat de 10 cm, sucul ramanand in tava fixaat rigid. Parametrii prevazuti sunt urmatorii: temperatura 2-4 oC; umiditatea relativa a aerului 85-90%; viteza aerului 0,5 m/s; durata fazei 48 ore. In timpul duratei de scurgere se recomanda intoarcerea carnii in tava. Zvantarea si intarirea. Dupa 48 de ore carucioarele cu tavi perforate se trec din sala de scurgere in sala de zvantare. Parametrii prevazuti sunt urmatorii: temperatura aerului -1…1 oC la zvantare si -8…-7 oC la inatarire, umiditatea aerului 85% la zvantare si 80-85% la intarire, viteza aerului m/sec. 0,8 la zantare si 1,0 la intarire, durata fazei in ore 34 la zvantare si 12 la intarire. In timpul zvantarii carnea se introduce cu lopatele din inox.
7. Congelarea slanii. Este prevazuta la -7…-10 oC.
8. Maruntirea si amestecarea materiilor prime si auxiliare. Pentru realizarea unor produse uniforme, trebuie determinat raportul componentelor pastei. Dupa ce proportiilesunt stabilite, carnea intarita si slanina congelata se cantaresc si se introduc in cuva cuterului. La viteza mica cele doua componente se amesteca , iar la viteza mare se maruntesc. Durata unei maruntiri se va stabili cu ajutorul unui tehometru. Bobul optim trebuie sa fie de circa 2 mm. Condimentele pregatite in sala de condimente, potrivit retetei de fabricare se introduc cantarite, spresfarsityl tocarii. Pasta rezultata se analizeaza pentru a se putea urmarii fazele urmatoare.
9. Umplerea. In vederea umplerii pstei se pregatesc membranle si se trimit in sala de umplere cu tavi din material plastic. Sfoara pentru legat se inmoaie in apa caldauta (35 oC) dupa aceea se bobineaza si se trimite la sala de umplere in tavi de plastic. Etichetele pentru urmarirea pe faze se pregatesc tot in sala de preparat membanele. Pentru umplere se foloseste instlatia Kramer-Grebe. Batoanele umplute sunt legate inati la capatul liber apoi dupa o prealabila masare se leaga orizontal si transversal. Dupa legarea batoanelor se sstupfuiesc, se eticheteaza si se aseaza pe brat, iar pe carucior. Pentru fiecare carucior se aseaza cca. 200 Kg si se transporta dupa cantarire in tunelele de afumare.
Bibliografie
1. 1.Editura A.S.A.B, 2009,Bucureşti ,C.Banu ,„Tratate de industrie alimentara”
2. 2.Editura tehnica 1998 ,Bucuresţi ,C.Banu,”Manualul inginerului de industrie alimentară volumul 1”
3. 4.Editura tehnică,1979,Bucureşti, I.Oţel,”Tehnologia produselor din carne”.
4. 5.Editura tehnică ,1966, Bucureşti ,D.Moţoc,C.Banu ,”Biochimia cărnii şi a suproduselor”.
5. 9.Editura tehnică,1966 , Bucureşti I.D.T, “Metode moderne de fabricare a produselor din carne”.
6. 10.Editura tehnică,1966,Bucureşti Stancu M.,Hanganu A.,”Cercetări pentru stabilirea tehnologiei şi a liniei de fabricaţie a preparatelor din carne in flux continuu”.
7. 11. Editura tehnică, Banu.C.si colab-1997,”Procesarea industriala a carnii”
8. . EdituraTehnica ,Bucuresti,Banu,C;s.a-1980,”Tehnologia carnii si subproduselelor “
9. EdituraTehnica ,Bucuresti,Banu.C.s.a-1985,”Indrumator in tehnologia produselor din carne”
Preview document






















Conținut arhivă zip
- Controlul Calitatii Salamului de Sibiu.doc
Alții au mai descărcat și

CAPITOLUL I. GENERALITĂŢI 1.1. Istoric Din totdeauna, asigurarea alimentaţiei a fost una din problemele vitale ale omenirii. Despre mâncare se...

În cadrul industriei alimentare, industria cărnii reprezintă o subramură de importanţă deosebită, fiind în măsură, prin dotarea actuală, să asigure...

INTRODUCERE Agricultura de precizie (AP) – este un model e pe cale de aplicare în toate ţările foarte dezvoltate şi urmăreşte o gestionare...

Crenvursti din carne de vita Materii prime(100 kg): carne de vita integrala pentru bradt 65 kg, slanina 35 kg Adaosuri: concentrate proteic din...

Este un produs crud-uscat obtinut din carne de porc , slanina si condimente avand un continu scazut de apa (maxim 30%) care nu exista tratament...

TIPUL DE SOL DIN REGIUNEA BUCURESTI Soluri de tip hidromorf si brun-roscate Caracteristici : soluri predominant lutoargiloase cu continut...

FLUTURELE ALB AL VERZEI - PIERIS BRASSICAE Fluturele alb al verzei este raspandit in majoritatea tarilor din Europa, in Asia (Japonia) si in...
Te-ar putea interesa și

Cap.1 TEMA Să se proiecteze o secţie de preparate crude si uscate cu o capacitate de 2 t/zi având următoarea gamă sortimentală : 1. Salamuri...

Introducere Lucrarea de faţă dezvoltă o serie de aspecte legate de calitatea preparatelor din carne în membrană, flux tehnologic, condiţiile de...

ARGUMENT In industria alimentara, industria carnii reprezinta o subramura de importanta deosebita, fiind in masura, prin dotarea actuala sa...

Salamurile crude, uscate, de durata sunt preparate de carne în care materia este supusă unor fermentaţii produse de enzimele proprii ale fibrei...

MEMORIU JUSTIFICATIV SALAMUL DE SIBIU face parte din categoria salamurilor crude uscate care în cursul procesului tehnologic nu sufera tratamente...

I.ARGUMENT Salamurile crude-uscate cuprind produse de durată, în a căror compoziţie intră carne de oaie şi carne de vită, în proporţii stabilite....

1.INTRODUCERE Carnea este un termen care definește carnea ca atare și produsele din carne. In general, carnea este constituită din musculatura...

ARGUMENT Salamul de Sibiu face parte din categoria salamurilor crude uscate care în cursul procesului tehnologic nu sufera tratamente termice (cum...