Cuprins
- -PROIECT- 1
- 1. Determinarea volumului producției pe operații .. 2
- 1.1. Dotarea sistemului de producție 3
- 1.2. Procentul mediu de rebut pentru fiecare tip de utilaj 3
- 2. Dimensionarea sistemului de fabricație .. 5
- 2.1. Calculul numărului de utilaje din fiecare tip . 5
- 2.2. Dimensionarea suprafețelor necesare sistemului de fabricație: 5
- 2.3. Stabilirea necesarului de personal pentru sistemul de fabricație .. 6
- 3. Dimensionarea facilităților pentru activitățile de întreținere și reparații . 8
- 4. Dimensionarea și organizarea facilităților de depozitare și manipulare a sistemului de producție . 9
- 4.1.Tipul și dimensiunea semifabricat . 9
- 4.2. Suprafața de depozitare semifabricat .. 10
- 4.3. Suprafață de stocare piese finite . 10
- 4.4. Echipamente de manipulare: ... 11
- 5. Dimensionarea serviciilor funcționale din sistemul de productie: 12
- 6. Dimensionarea serviciilor auxiliare și de sprijin ... 13
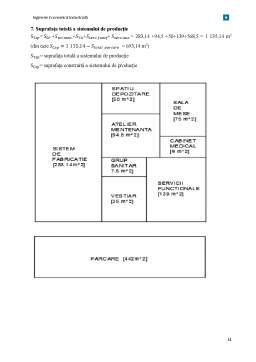
- 7. Suprafața totală a sistemului de producție . 14
- 8. Calculul costurilor de producție 15
- 8.1. Calculul costurilor directe de producție .. 15
- 8.2. Calculul costurilor direct productive totale . 18
- 8.3. Calculul costurilor indirecte de producție ... 18
Extras din proiect
1. Determinarea volumului producției pe operații
Se dimensionează un sistem de producție care realizează 3 repere (R1 - Placă de ghidare, R2 - Roată de curea trapezoidală, R3 - Arbore principal) cunoscând tehnologia de fabricație reprezentată sumar prin fișa tehnologică, volumul producției anuale și regimul de lucru impus la 8 ore/schimb, 2 schimburi/zi, 5 zile lucrătoare/săptămână, 52 de săptămâni/an.
Producția anuală
Q1=4000 buc.
Q2=2400 buc.
Q3=1000 buc.
Timpii normați pe operație
R1 - Placă de ghidare, Q1=4000 buc / an
1.
Trasare - Debitare (B)
tij = 15 min.
2.
Frezare fețe (MF)
tij = 60 min.
3.
Trasare (G)
tij = 20 min.
4.
Găurire, filetare (MG)
tij = 50 min.
5.
Rectificare(MR)
tij = 80 min.
6.
CTC final
tij = 15 min.
R2 - Roată de curea trapezoidală, Q2=2400 buc / an
1.
Recepție și curățire semifabricat (B)
tij = 12 min.
2.
Strunjire exterioară și lărgire gaură (SN)
tij = 30 min.
3.
Strunjire canale (SN)
tij = 50 min.
4.
Frezare canal pană (MF)
tij = 25 min.
5.
Ajustare muchii ascuțite (MF)
tij = 8 min.
6.
Rectificare exterioară și interioară (MR)
tij = 55 min.
7.
CTC final
tij = 14 min.
R3 - Arbore principal, Q3=1000 buc / an
1.
Recepție și curățire semifabricat (B)
tij = 15 min.
2.
Frezare fețe și centruire (MF)
tij = 25 min.
3.
Strunjire exterioară + filetare (SN)
tij = 130 min.
4.
Frezare canale de pană (MF)
tij = 60 min.
5.
Tratament termic
tij = 120 min.
6.
Rectificare exterioară (MR)
tij = 115 min.
7.
CTC final
tij = 25 min.
Inginerie Economică Industrială
3
1.1. Dotarea sistemului de producție
Nr.
crt.
Tip utilaj
1.
Strunguri SN
2.
Mașini de frezat MF
3.
Mașini de găurit MG
4.
Mașini de rectificat MF
5.
Ghilotine G
6.
Prese P
7.
Bancuri de lucru B
8.
Bancuri CTC
1.2. Procentul mediu de rebut pentru fiecare tip de utilaj
Nr.
Crt
????????????
????????????
1.
Strunguri
0,01
2.
Mașini de frezat
0,001
3.
Mașini de găurit
0,001
4.
Mașini de rectificat
0,005
5.
Ghilotine
0,001
6.
Bancuri de lucru
0
7
Bancuri CTC
0
Rata de rebuturi pentru fiecare reper
Pentru R1 ( placă de ghidare), ????1=4000-4032= 32 buc/an
Nr. Crt
????????????
????????????
[buc/an]
????????????
[buc/an]
1.
Trasare-Debitare
Placă
4032
2.
Frezare fețe
4032
4028
3.
Trasare
4028
4024
4.
Găurire filetare
4024
4020
5.
Rectificare
4020
4000
6.
CTC final
-
-
Preview document



















Conținut arhivă zip
- Ingineria sistemelor de productie.pdf
Alții au mai descărcat și

3.1.Accesul mijloacelor si al personalului pentru interventie in caz de incendiu se asigura in permanenta la toate: a) constructia unitatii cu...

Masuratorile directe de aceeasi precizie, reprezinta un volum important de lucrari, executate pe teren în cadrul activitatilor geodezice,...

Te-ar putea interesa și

CIOCOLATĂ Etapa 1: STUDIUL DE PIAȚĂ. LANSAREA ÎN FABRICAȚIE A PRODUSULUI 1.1 Prezentarea produsului: CIOCOLATĂ Ciocolata are unele beneficii...

ETAPA I LANSAREA ÎN FABRICATIE 1.1 .PREZENTAREA PRODUSULUI Produse cosmetice si de parfumerie sunt amestecuri de substante chimice naturale sau...

ETAPA I. LANSAREA ÎN FABRICAŢIE În cadrul acestei etape s-au rezolvat următoarele probleme: 1. Prezentarea produsului Hartia este un materil...

1.1 Prezentarea produsului Vitamina B3, denumita si vitamina PP (Prellagra Preventer), niacin sai acid nicotinic este o vitamina care sustine...

Etapa I a proiectului Lansarea in fabricatie Denumire produsului va fi Serdex,iar intreprinderea se va numi S3 SRL. Pasul 1:Descrierea...

Etapa 1: Lansarea in fabricatie 1.1 Descrierea produsului Placi din policarbonat celular Policarbonatul celular (PCC) este un polimer sintetic...

Cap.1 Managementul si Ingineria Sistemelor de Productie Lansarea in fabricatie 1.1 Prezentarea produsului S.C.ACIDIMEX.S.R.L. este o fabrica...

ETAPA 1 LANSAREA ÎN FABRICATIE 1.1 PREZENTAREA PRODUSULUI Descoperirea fibrelor chimice și realizarea unor mari unități industriale producătoare...