
Extras din proiect
Brodarea reprezintă un procedeu de prelucrare prin aschiere a suprafeţelor interioare sau exterioare, profilate sau neprofilate, pentru cazul prelucrării in producţii de serie mare si de masa, intr-o calitate a prelucrării corespunzătoare operaţiilor de finisare. Prelucrarea se pe o masina-unealta numita maşina de broşat, cu ajutorul unei scule aschietoare numita broşa.
Prin brosare se prelucrează suprafeţe exterioare si interioare, profilate sau neprofilate intr-o calitate a prelucrării corespunzătoare finisării si intr-o producţie de serie mare si masa.
Broşa este o scula aschietoare cu mai mulţi dinţi aflaţi la distanta de un pas si poziţionaţi unul fata de celalalt, pe direcţia adaosului de prelucrare, la distanta az ,numita suprainaltare pe dinte. Dimesiunea az reprezintă mărimea avansului care se realizează, in acest caz prin construcţia sculei aschietoare sin u pe cale cinematica.
Singura mişcare la prelucrare ramane mişcarea principala de aschiere care in majoritatea cazurilor este rectilinie si mai rar de roatatie. Mişcarea principala este executata de către scula. Pe aceste considerente maşinile de broşat au o cinematica simpla, numai cu lant cinematic principal.
Este un procedeu de finisare deoarece pe langa dinţii aschietori, broşa mai conţine si un număr de dinţi de tasare care au o geometrie cu unghi de degajare negative, dinţi care nu aschîaza ci deformează plastic superficial suprafaţa prelucrata. Apare fenomenul de ecruisare care imbunatateste proprietăţile mecanice ale stratului superficial a suprafeţei prelucrate.
Rugozitatea ce rezulta in urma operaţiei de brosare are valori: Ra=0.2+0.8 [µm].
Clasificarea broselor
Se face in fuctie de mai multe criterii:
a). Dupa traiectoria mişcării de aschiere : - brose cu mişcare de aschiere rectilinie
- brose cu mişcare de aschiere circulara
- brose cu mişcare de aschiere elicoidala
b). Dupa modul de solicitare al corpului brosei: - brose de tragere
- brose de împingere
c). Dupa construcţie : - broșe dintr-o singura bucata(monobloc)
- broşe din mai multe bucati(asamblate)
d). Dupa schema de brosare: - broșe prin generare 45
- broșe progresive.
Trebuie menţionat ca in multe situaţii, pentru prelucrarea unei suprafeţe prin broșare, se foloșeşte un set de broșe format din din 2... 12 broșe pe set.
1. Elementele cunoscute privind suprafaţa de broşat
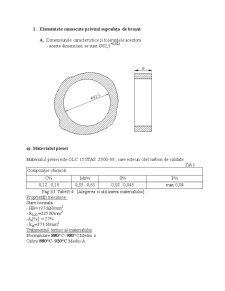
A. Dimensiunile caracteristice şi toleranţele acestora
- aceste dimensiuni se sunt Ø82,5+0,022
a). Materialul piesei
Materialul piesei este OLC 15 STAS 2300-88 , care este un otel carbon de calitate.
Tab.l
Compoziţie chimică
C% Mn% S% P%
0,12...0,18 0,35...0,65 0,02...0,045 max 0,04
Pag 83. Tabel5.4 [Alegerea si utilizarea materialului].
Proprietăţi mecanice:
Stare normala :
- HB=197daN/mm2
- R0,22 =225 N/mm2
-As[%] = 27%
- Rm=373 N/mm2
Tratamentul termic al materialului
Normalizare 880°C- 980°C Mediu a
Calire 880°C- 920°C Mediu A
b). Modul de prelucrare inainte de brosare
Înainte de operaţia de prelucrare prin brosare se va efectua operaţia de găurire (burghiere) a alezajului.
c). Forma si dimensiunile semifabricatului de prelucrat
cilindrica 30 x Ø85
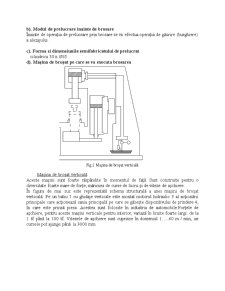
d). Maşina de broşat pe care se va executa brosarea
Fig.2 Maşina de broşat verticală
Maşina de broşat verticală.
Aceste maşini sunt foarte răspândite în momentul de faţă. Sunt construite pentru o diversitate foarte mare de forţe, mărimea de curse de lucru şi de viteze de aşchiere.
În figura de mai sus este reprezentată schema structurală a unei maşini de broşat verticală. Pe un batiu 1 cu ghidaje verticale este montat motorul hidraulic 3 al acţionării principale care acţionează sania principală pe care se găseşte dispozitivului de prindere 4, în care este prinsă piesa .Acestea sunt folosite în industria de automobile.Forţele de aşchiere, pentru aceste maşini verticale pentru interior, variază în limite foarte largi: de la 1 tf până la 100 tf. Vitezele de aşchiere sunt cuprinse în domeniul 1…..60 m / min, iar cursele pot ajunge până la 3000 mm.
Preview document












Conținut arhivă zip
- Proiect Broderie.doc
Te-ar putea interesa și

ARGUMENT Contabilitatea operatiilor privind decontarile prin conturile de la banci reprezinta un domeniu complex, si totodata foarte interesant,...

Într-o accepţiune largă, financiară, noţiunea de investire este sinonimă cu orice acţiune de alocare şi plasare a unui capital în vederea obţinerii...

CAPITOLUL 1 PREZENTAREA INTREPRINDERI 1.1.Elemente de Identificare Denumirea societăţii Denumirea societăţii este “BENEA CENTER” S.R.L. având...

Spania -Totul sub soare „Everything under the Sun“ simbolul solar Juan Miro campanie de atragere a turistilor Programul de branding de tara al...

I. Prezentarea organizaţiei 1. Numele organizaţiei: SC Alicris SA 2. Domeniul de activitate: Încălţăminte - producători,distribuitori 3....

DESCRIEREA AFACERII Scopul prezentului Plan de afaceri este evaluarea oportunității de modernizare a activității Atelierului de croitorie Maria...

OBIECTUL, SCOPUL SI DATA EVALUARII Obiectul prezentei lucrări se referă la evaluarea societăţii comerciale LOREXIM SRL, persoană juridică română...

Argument Contabilitatea este cea mai veche dintre toate ştiinţele de gestiune, ea constituind un obiect foarte interesant pentru istoric....