Extras din proiect
TEMA: Proiectarea liniei tehnologice de confecţionare pentru o comandă de 1400 buc/schimb produse, sortimentul cămaşă pentru bărbaţi cu termen de livrare Nz= 5 zile
PLANUL DE LUCRU
1. Identitatea structurală a comenzii
Producţia planificată/linie/schimb
Ppl= 1400 buc
2. Analiza comenzii
Identitatea constructiv- estetică a modelelor din comandă
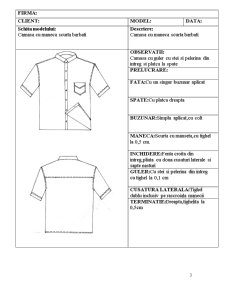
FIRMA:
CLIENT: MODEL: DATA:
Schita modelului:
Camasa cu maneca scurta barbati Descriere:
Camasa cu maneca scurta barbati
OBSERVATII:
Camasa cu guler cu stei si pelerina din intreg si platca la spate
PRELUCRARE:
FATA:Cu un singur buzunar aplicat
SPATE:Cu platca dreapta
BUZUNAR:Simplu aplicat,cu colt
MANECA:Scurta cu manseta,cu tighel la 0,5 cm.
INCHIDERE:Fenta croita din intreg,pliata cu doua cusaturi laterale si sapte nasturi
GULER:Cu stei si pelerina din intreg cu tighel la 0,1 cm
CUSATURA LATERALA:Tighel dublu inclusiv pe rascroiala manecii
TERMINATIE:Dreapta,tighelita la 0,5cm
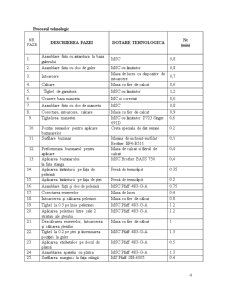
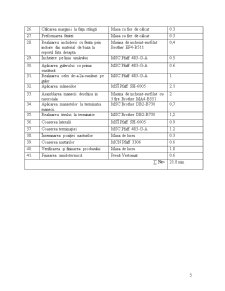
Procesul tehnologic
NR.
FAZE DESCRIEREA FAZEI DOTARE TEHNOLOGICA Nt
(min)
1. Asamblare fata cu intaritura la baza gulerului MSC 0,8
2. Asamblare fata cu dos de guler MSC cu limitator 0,8
3. Intoarcere Masa de lucru cu dispozitiv de intoarcere 0,7
4. Calcare Masa cu fier de calcat 0,6
5. Tighel de garnitura MSC cu limitator 1,2
6. Coasere baza manseta MC si corectat 0,6
7. Asamblare fata cu dos de manseta MSC 0,8
8. Corectare, intoarcere, calcare Masa cu fier de calcat 0,9
9. Tighelirea mansetei MSC cu limitator P723 Singer 691D 0,6
10. Pozitia semnelor pentru aplicare buzunarelor Creta speciala de dat semne 0.2
11. Surfilare buzunar Masina de incheiat-surfilat Brother EF4-B511 0,1
12. Preformeaza buzunarul pentru aplicare Masa de calcat si fierul de calcat 0,4
13. Aplicarea buzunarului
la fata stanga MSC Brother BASS 750 0,4
14. Aplicarea întăriturii pe faţa de pelerină Presă de termolipit 0.35
15. Aplicarea întăriturii pe faţa de ştei Presă de termolipit 0.2
16. Asamblare faţă şi dos de pelerină MSC Pfaff 483-G-A 0.75
17. Corectarea rezervelor Masa de lucru 0.4
18. Întoarcerea şi călcarea pelerinei Masa cu fier de călcat 0.8
19. Tighel la 0.3 pe linia pelerinei MSC Pfaff 483-G-A 1.2
20. Aplicarea pelerinei între cele 2 straturi ale şteiului MSC Pfaff 483-G-A 1.2
21. Descălcarea rezervelor, întoarcerea şi călcarea şteiului Masa cu fier de călcat 1
22. Tighel la 0.2 pe ştei şi însemnarea poziţiei la guler MSC Pfaff 483-G-A 1.3
23. Aplicarea etichetelor pe dosul de platcă MSC Pfaff 483-G-A 0.5
24. Asamblarea spatelui cu platca MSC Pfaff 483-G-A 1.3
25. Surfilarea marginii la faţa stângă MS Pfaff SH-6005 0.4
26. Călcarea marginii la faţa stângă Masa cu fier de călcat 0.3
27. Preformarea fentei Masa cu fier de călcat 0.3
28. Realizarea inchiderii cu fenta prin indoire din material de baza la reperul fata dreapta Masina de incheiat-surfilat Brother EF4-B511 0,4
29. Încheiere pe linia umărului MSC Pfaff 483-G-A 0.5
30. Aplicarea gulerului cu prima cusătură MSC Pfaff 483-G-A 0.6
31. Realizarea celei de-a 2a cusături pe guler MSC Pfaff 483-G-A 1
32. Aplicarea mânecilor MSÎ Pfaff SH-6005 2.1
33. Asamblarea manecii deschisa in rascroiala Masina de incheiat-surfilat cu 5 fire Brother MA4-B551 2
34. Aplicarea mansetelor la terminatia manecii MSC Brother DB2-B730 0,7
35. Realizarea tivului la terminatie MSC Brother DB2-B730 1,2
36. Coaserea laterală MSÎ Pfaff SH-6005 0.9
37. Coaserea terminaţiei MSC Pfaff 483-G-A 1.2
38. Însemnarea poziţiei nasturilor Masa de lucru 0.3
39. Coaserea nasturilor MCN Pfaff 3306 0.6
40. Verificarea şi finisarea produsului Masa de lucru 1.8
41. Finisarea umidotermică Presă Vertomat 0.6
∑ Nt=
21.8 min
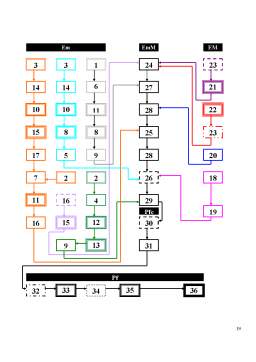
2.2.1 Identitatea grupelor tehnologice
SCOP: conferă flexibilitate, asigură operativitatea elaborării proceselor tehnologice pe modele de produs, optimizarea fluxului material în cadrul sistemelor de lucru ( lansarea, monitorizarea productiei sub aspect calitativ şi cantitativ, echilibrarea încărcării executanţilor şi a mijloacelor de lucru).
Criterii de structurare:
- identitatea grupelor, exprimat prin cod (tabel nr. 1), are la bază particularităţile constructiv tehnologice ale zonelor de produs, specificul constituirii tehnologice graduale ale produsului si aspecte organizatorice referitoare la flux şi sistem logistic
- identificarea subgrupelor asigură posibilitatea optimizării structurării input-urilor parţiale şi a creşterii posibilităţii prelucrărilor în paralel, cu efecte pozitive asupra duratei ciclului de fabricaţie
- alocarea fazelor pe grupe, în baza de date are loc în principal în funcţie de zona de produs
- prin codificarea fazelor/operaţiilor în cadrul grupei şi a subgrupei se are în vedere diferenţierea conţinutului tehnologic , dar şi dotarea tehnică, care condiţionează dimensiunea normei de timp.
- Pentru selectarea fazelor/operaţiilor pe grupe, la nivel de model (proces tehnologic de model), se va ţine ont de specificul modelului, de relaţiile de precedenţă tehnologică impuse de acesta, de dotarea tehnică adoptată. În acest context este posibil chiar un transfer de operaţii între grupe.
Preview document





















Conținut arhivă zip
- Proiectarea unei Linii Tehnologice Monovalente.doc
Te-ar putea interesa și

Proiectarea unei linii tehnologice monovalente Tema: Proiectarea liniei tehnologice de confectionare, pentru o comanda de Q= 7200 produse,...

Tema: Proiectarea liniei tehnologice de confectionare, pentru o comanda de Q = 10400 produse, sortimentul camasa barbateasca cu maneca scurta, un...

PLANUL DE LUCRU 1. Identitatea structurală a comenzii Producţia planificată/linie/schimb Ppl= 1200 buc 2. Analiza comenzii Identitatea...

Curs 1: Introducere in managementul productiei si serviciilor 1.Intreprinderea- sistem de productie 2. Tipologia intreprinderilor de productie si...