
Cuprins
- INTRODUCERE 3
- 1. GENERALITĂŢI PRIVIND TEHNOLOGIILE DE SUDARE 4
- 1.1.Arcul electric 4
- 1.2. Schemele tehnologice ale procedeelor de sudare 7
- 2. SUDAREA MIG/MAG 9
- 2.1. Istoria sudării MIG/MAG 9
- 2.2. Principiul sudării MIG/MAG 10
- 2.3. Componenţa unei instalaţii de sudare MIG/MAG 11
- 2.3.1. Surse de curent pentru sudarea MIG/MAG 12
- 2.3.2. Dispozitivul de avans al sârmei 13
- 2.3.3. Pistoletul de sudare 15
- 2.4. Gaze de protectie 16
- 3. TEHNOLOGIA DE SUDARE LASERHIBRID 18
- 3.1. Capul de sudare LASERHIBRID 19
- 3.2. Structura unui sistem de sudare în TCR 19
- 3.3. Sistemul integrat de sudare LaserHibrid 21
- 4. PROIECTAREA UNEI TEHNOLOGII DE SUDARE SEMIAUTOMATA IN MEDIU DE GAZ PROTECTOR 22
- BIBLIOGRAFIE 32
Extras din proiect
Introducere
Sudarea este procedeul tehnologic de realizare a îmbinărilor nedemontabile a unor componente metalice sau nemetalice utilizând căldura sau presiunea, cu sau fără ajutorul unor materiale de adaos. Îmbinarea ce rezultă în urma procesului de sudare poartă denumirea de sudură. Procedura de sudare reprezintă succesiunea specificată de acţiuni care trebuie să fie urmată în cazul executării unei suduri, incluzând referirea la materiale, la pregătire, la preîncălzire (daca este necesară), la metoda (procedeul) de sudare şi la controlul sudării, la tratamentul termic după sudare (dacă este relevant), precum şi la echipamentul de sudare care trebuie utilizat.
Asamblările prin sudare reprezintă următoarele avantaje:
• se poate aplica unei game largi de metale şi aliaje feroase şi neferoase;
• se realizează economie de metal ( 15 – 20 % ) în raport cu nituirea sau turnarea;
• capacitatea de etanşare în raport cu nituirea este superioară;
• eliminarea zgomotului care se întâlneşte la nituire;
• preţul de cost al asamblărilor sudate este mai redus;
• procedeul de sudare se pretează automatizării.
Ţevile utilizate la realizarea tubulaturilor conductelor de transport şi de distribuţie petroliere (destinate vehicularii petrolului, produselor petroliere lichide şi gazelor naturale) se realizează din oţeluri şi pot fi fabricate sub formă de ţevi laminate la cald (fără sudură) şi ţevi sudate longitudinal sau elicoidal. Oţelurile “clasice” utilizate la realizarea ţevilor pentru conducte au structura feritoperlitică tipică oţelurilor nealiate sau slab aliate hipoeutectoide, iar creşterea caracteristicilor lor de rezistenţă mecanică se realizează în principal prin creşterea concentraţiei carbonului, care are ca efect mărirea conţinutului procentual de perlită din structură.
1. Generalităţi privind tehnologiile de sudare
1.1. Arcul electric
Electrodul, legat la una din bornele sursei (de exemplu la cea negativă), este adus în contact cu piesa legată la cealaltă bornă (fig. 1.1.a). Punctele de contact, ce constituie locuri de ştrangulare a liniilor de curent, se vor încălzi până la temperatura de topire datorită curentului de scurtcircuit foarte mare. Sub influenţa forţei de apăsare F, numărul punctelor de contact creşte continuu, astfel încât în final, zona de contact dintre electrod şi piesă va fi formată dintr-o punte de metal lichid (fig. 1.1.b). La ridicarea electrodului de pe piesă (fig. 1.1.c), simultan cu alungirea punţii de metal, datorită forţelor electromagnetice Fe, se va produce şi o strangulare a acestei punţi. Strangularea punţii metalice determină o creştere a rezistenţei electrice, ceea ce conduce la creşterea temperaturii acestei porţiuni. La atingerea temperaturii de fierbere a metalului are loc ruperea punţii metalice şi formarea vaporilor metalici care, fiind uşor ionizabili, asigură trecerea curentului în continuare, sub forma unei descărcări electrice în arc (fig. 1.1.d).
Procesul de formare a arcului electric durează doar câteva fracţiuni de secundă şi se caracterizează prin fenomene fizice complexe: emisie termoelectronică, ionizarea gazului din spaţiul arcului, accelerarea ionilor în câmpul electric, etc.
a) contact b) încălzire c) retragerea d) aprinderea şi topire
electrodului arcului
Fig. 1.1. Amorsarea şi formarea arcului electric.
Trebuie precizat faptul că, datorită transportului de ioni de la anod la catod, anodul va apărea sub forma unui crater, iar catodul sub forma unui con. La întreruperea punţii de metal, temperatura catodului este menţinută şi chiar majorată datorită bombardării cu ioni pozitivi, captaţi din descărcare.
În cazul sudării cu electrod nefuzibil se petrec aceleaşi fenomene, însă puntea metalică topită se produce numai în contul topirii metalului de bază.
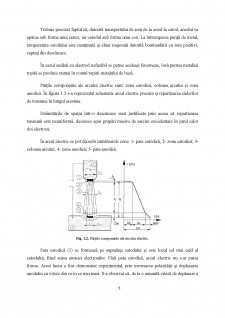
Părţile componente ale arcului electric sunt: zona catodică, coloana arcului şi zona anodică. În figura 1.2 s-a reprezentat schematic arcul electric precum şi repartizarea căderilor de tensiune în lungul acestuia.
Delimitările de spaţiu într-o descărcare sunt justificate prin aceea că repartizarea tensiunii este neuniformă, deoarece apar grupări masive de sarcini excedentare în jurul celor doi electrozi.
În arcul electric se pot deosebi următoarele zone: 1- pata catodică; 2- zona catodică; 3- coloana arcului; 4- zona anodică; 5- pata anodică.
Bibliografie
1.Vişan D., Tehnologii de sudare, Editura Universităţii Dunării de Jos, Galaţi 2008
2.Burcă M., Negoiţescu S., Sudarea MIG/MAG ediția 2, Ed Sudura, Timişoara, 2004
3.Safta V., Controlul îmbinărilor şi produselor sudate, Ed. Facla, Timişoara, 1986
4.Zecheru Gh., Tehnologia construcţiei şi mentenanţa utilajelor de transport şi depozitare, UPG Ploieşti, 2008
5..***API 5L;
6..***API 1104.
7.www.cmmetal.ro
8.www.gullco.com
9.www.jaeckle-sst.de
Preview document





























Conținut arhivă zip
- Tehnologiile de sudare semiautomata a tubulaturii de otel a conductelor.doc
Alții au mai descărcat și

Introducere “Sudarea este un procedeu tehnologic de îmbinare nedemontabilă a două sau mai multe piese, realizată printr-un procedeu oarecare de...

3.1.Accesul mijloacelor si al personalului pentru interventie in caz de incendiu se asigura in permanenta la toate: a) constructia unitatii cu...

Masuratorile directe de aceeasi precizie, reprezinta un volum important de lucrari, executate pe teren în cadrul activitatilor geodezice,...

Te-ar putea interesa și

Introducere În contextul actual de dezvoltare a societăţii accesul la resurse energetice este vital. Transportul hidrocarburilor lichide sau...