Extras din proiect
Descrierea procesului:
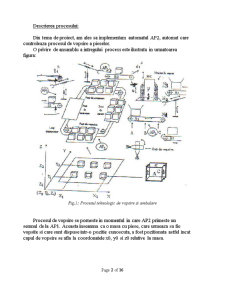
Din tema de proiect, am ales sa implementam automatul AP2, automat care controleaza procesul de vopsire a pieselor.
O privire de ansamblu a intregului process este ilustrata in urmatoarea figura:
Fig.1: Procesul tehnologic de vopsire si ambalare
Procesul de vopsire se porneste in momentul in care AP2 primeste un semnal de la AP1. Aceasta inseamna ca o masa cu piese, care urmeaza sa fie vopsite si care sunt dispuse intr-o pozitie cunoscuta, a fost pozitionata astfel incat capul de vopsire se afla la coordonatele x0, y0 si z0 relative la masa.
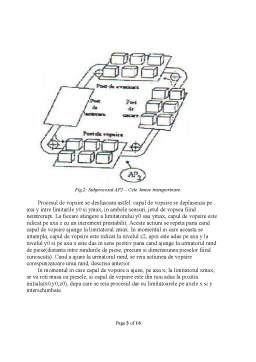
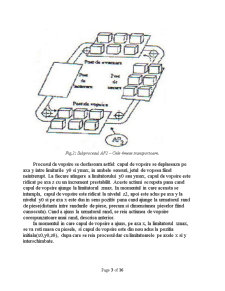
Fig.2: Subprocesul AP2 – Cele 4mese transportoare.
Procesul de vopsire se desfasoara astfel: capul de vopsire se deplaseaza pe axa y intre limitarile y0 si ymax, in ambele sensuri, jetul de vopsea fiind neintrerupt. La fiecare atingere a limitatorului y0 sau ymax, capul de vopsire este ridicat pe axa z cu un increment prestabilit. Aceste actiuni se repeta pana cand capul de vopsire ajunge la limitatorul zmax. In momentul in care aceasta se intampla, capul de vopsire este ridicat la nivelul z2, apoi este adus pe axa y la nivelul y0 si pe axa x este dus in sens pozitiv pana cand ajunge la urmatorul rand de piese(distanta intre randurile de piese, precum si dimensiunea pieselor fiind cunoscuta). Cand a ajuns la urmatorul rand, se reia actiunea de vopsire corespunzatoare unui rand, descrisa anterior.
In momentul in care capul de vopsire a ajuns, pe axa x, la limitatorul xmax, se va roti masa cu piesele, si capul de vopsire este din nou adus la pozitia initiala(x0,y0,z0), dupa care se reia procesul dar cu limitatoarele pe axele x si y interschimbate.
Fig.3: Capul de vopsire utilizat in AP2
Dupa ce s-au vopsit toate cele 4 fete laterale, urmeaza sa fie vopsite partile superioare ale pieselor. Aceasta se face prin aducerea capului de vopsire la coordonatele x0, y0 si z3, dupa care se coboara capul de vopsire. In continuare, capul va fi deplasat pe axa y in sens pozitiv pana la atingerea limitatorului ymax, urmad sa se deplaseze in sens pozitiv pe axa x, cu un pas prestabilit. Daca nu se atinge limitatorul xmax, capul se va deplasa in sens negativ pe axa y pana la atingerea valorii y0. Daca ajunge in xmax, capul de vopsire este ridicat si adus din nou in pozitia initiala x0, y0, z0. Procesul se incheie prin trimiterea mai departe a mesei.
Vopsirea se realizeaza in mod continuu, fara a se tine cont de locul gol dintre piese.
Preview document














Conținut arhivă zip
- Automat care Controleaza Procesul de Vopsire a Pieselor.doc