Cuprins
- TEMA DE PROIECT 3
- CIRCUITE LOGICE SECVENŢIALE 5
- 1. DIAGRAMA DE SEMNALE INTRĂRI-IEŞIRI 5
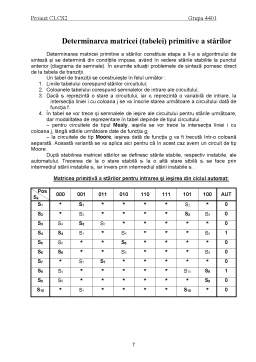
- 2. Determinarea matricei (tabelei) primitive a stărilor 7
- 3. REDUCEREA NUMĂRULUI DE STĂRI ALE MATRICEI PRIMITIVE, CONSTRUIREA MATRICEI REDUSE A STĂRILOR 10
- 4. CODIFICAREA STĂRILOR MATRICEI REDUSE 13
- 5. DETERMINAREA MATRICEI TRANZIŢIILOR STĂRILOR ŞI OBŢINEREA FUNCŢIILOR DE EXCITAŢIE ALE AUTOMATULUI 14
- 6. ÎNTOCMIREA MATRICELOR IEŞIRILOR ŞI OBŢINEREA FUNCŢIILOR DE IEŞIRE 17
- 7. IMPLEMENTAREA SCHEMEI CU RELEE ŞI CONTACTE ELECTRICE 19
- 8. ANALIZA SCHEMEI OBŢINUTE 20
Extras din proiect
TEMA DE PROIECT
Să se proiecteze schema de comandă a ciclului automat pentru realizarea de canale rectangulare pe o maşină de frezat.
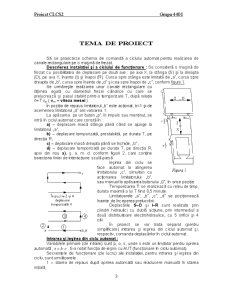
Descrierea instalaţiei şi a ciclului de funcţionare : Se consideră o maşină de frezat cu posibilitatea de deplasare pe două axe : pe axa X, la stânga (S) şi la dreapta (D), pe axa Y, înainte (I) şi înapoi (R). Cursa spre stânga este limitată de „a”, cursa spre dreapta de „b”, cursa spre înainte de „d” şi cea spre înapoi de „c”, conform figurii 1:
Se urmăreşte realizarea unor canale rectangulare cu lăţimea egală cu diametrul frezei cilindrice cu care se prelucrează şi pasul stabilit printr-o temporizare T, după relaţia h=T vm ( vm – viteza mesei ).
În poziţia de repaus limitatorul „b” este acţionat, b=1 şi de asemenea limitatorul „d” are valoarea 1.
La apăsarea pe un buton „p”, în impuls sau menţinut, se intră în ciclul automat care constă în :
a) – deplasare masă stânga până când se ajunge la limitatorul „a”;
b) – deplasare temporizată, prestabilită, pe durata T, pe direcţia R;
c) – deplasare masă dreapta până se închide, „b” ;
d) – deplasare temporizată pe durata T, pe direcţia R, apoi din nou a), ş. a. m. d. conform figurii 2, care conţine traiectoria liniei de interacţiune sculă-piesă.
Ieşirea din ciclu se face automat la atingerea limitatorului „c”, simultan cu acţionarea limitatorului „b”, sau manual la apăsarea butonului „0”, în orice poziţie.
Temporizarea T se realizează cu releu de timp, durata maximă a lui T fiind 0,5 minute.
Limitatoarele „a”, „b”, „c”, „d” se poziţionează înainte de începerea prelucrării.
Deplasările S–D şi I–R sunt realizate prin cilindrii hidraulici cu dublă acţiune, prin intermediul a două distribuitoare electrohidraulice, cu 5 orificii şi 4 căi.
În proiect se vor trata separat (pentru simplificare) intrarea şi ieşirea din ciclul automat şi, respectiv, comanda deplasărilor în ciclul automat.
Intrarea şi ieşirea din ciclu automat :
Variabilele primare (de intrare) sunt p, o, s, unde s este un limitator pentru oprirea automată, . S-a notat funcţia de ieşire cu AUT (funcţionare în ciclu automat).
Secvenţele de funcţionare (de lucru) ale instalaţiei, pentru intrarea şi ieşirea din ciclu, sunt următoarele :
1 – starea de repaus după oprirea automată sau readucere manuală în starea iniţială;
2 – comanda intrării în ciclul automat;
3 – revenirea butonului de comandă. Ciclul automat începe;
4 – funcţionarea în ciclu automat;
5 – oprire la apăsare pe buton „o”;
6 – repaus după oprire manuală;
7 – anulare comandă de pornire, înainte de începerea ciclului;
8 – apăsare pe butonul „pornit”, în timpul ciclului automat. Nici o influenţă.
9 – apăsare pe buton după oprirea manuală. Nu se reia ciclul deoarece nu se află în starea iniţială.
10 – oprire automată, când se parcurge ciclul cu butonul p menţinut.
În proiectarea instalaţiei de comandă pentru intrarea şi ieşirea din ciclul automat se impun următoarele restricţii în funcţionare ( stări indiferente ):
– când instalaţia nu funcţionează în ciclu automat nu se poate modifica starea limitatoarelor;
– se consideră exclusă apăsarea simultană pe „p” şi „o”;
– când instalaţia nu se află în ciclu automat se poate ajunge în starea iniţială prin comandă manuală.
Comanda deplasărilor în ciclul automat
Se consideră că temporizarea este marcată de o variabilă primară „t”, care se modifică din 0 în 1 când sunt acţionate limitatoarele „a” sau „b”, şi din 1 în 0 în momentul terminării duratei T (marcată prin monostabilul MS sau releul de timp RT). Deci, variabilele primare pentru deplasările în ciclul automat vor fi „a”, „b”, „t”; variabilele de ieşire vor fi : deplasare D, deplasarea R, deplasarea S, comandă monostabil MS.
Se impun următoarele restricţii în funcţionarea instalaţiei (stări indiferente) :
– nu se pot modifica simultan două sau mai multe variabile;
– variabila „t” nu se poate modifica cât timp MS=0;
– b(a) nu poate rămâne închis când avem deplasare S(D);
– a(b) nu se poate deschide când nu avem deplasare S(D);
Proiectul va cuprinde următoarele puncte:
1. Diagrama de semnale „intrări-ieşiri” pentru automatul secvenţial proiectat;
2. Determinarea matricei (tabelei) primitive a stărilor;
3. Reducerea numărului de stări ale matricei primitive (construirea matricei reduse a stărilor);
4. Codificarea stărilor matricei reduse;
5. Determinarea matricelor tranziţiilor stărilor şi obţinerea funcţiilor de excitaţie ale automatului;
6. Determinarea matricelor ieşirilor şi a funcţiilor de ieşire ale schemei;
7. Implementarea schemei cu relee şi contacte electrice;
8. Analiza schemei obţinute
CIRCUITE LOGICE SECVENŢIALE
Circuitele logice secvenţiale sunt circuite de comutare la care starea externă(ieşirea), la un moment dat, depinde nu numai de starea intrărilor la momentul de timp considerat, ci şi de stările anterioare ale acestuia. Din acest motiv circuitele logice secvenţiale(CLS) trebuie să aibă memorie în care să se păstreze informaţia referitoare la evoluţia lor anterioară.
Preview document




















Conținut arhivă zip
- Schema de Comanda a Ciclului Automat pentru Realizarea de Canale Rectangulare pe o Masina de Frezat.doc
Alții au mai descărcat și

Cunoasterea duratei de timp de la semanat pâna la rasaritul plantelor mai are însemnatate si pentru obtinerea unor productii cat mai timpurii. Daca...

In multe aplicatii este nevoie de un element care sa prezinte 2 stari diferite, cu posibilitatea de a trece dintr-o stare in cealalta, fara sau in...

Cerintele sistemului operational Odata ce a fost definita nevoia si abordarea tehnica, e necesar sa le tranlatam intr-un “scenariu...
Te-ar putea interesa și

Sa se proiecteze schema de comanda a ciclului automat pentru realizarea de canale rectangulare j pe o masina de frezat . Descrierea instalatiei...