
Cuprins
- 1 ARGUMENT - 4 -
- 2. AUTOMATIZAREA PROCESULUI TEHNOLOGIC - 5 -
- 2.1. Noţiuni privind automatizarea proceselor tehnologice - 5 -
- 2.2. Mărimi caracteristice pentru reglarea automată - 7 -
- 2.3. Clasificarea sistemelor automate - 8 -
- 2.4. Efectele automatizării proceselor tehnologice - 10 -
- 3. SISTEME DE REGLARE AUTOMATĂ - 11 -
- 3.1. Schema bloc tipică a Sistemelor de Reglare Automată - 11 -
- 3.2. Clasificarea SRA - 12 -
- 3.3. Câteva exemple de construcţie a schemelor bloc - 13 -
- 4. ELEMENTELE SISTEMULUI DE REGLARE AUTOMATĂ - 16 -
- 4.1. Noţiuni generale. Echipamente unificate şi specializate de automatizare - 16 -
- 4.2. Traductoare - 17 -
- 4.2.1. Structura generală a unui traductor - 17 -
- 4.2.2. Caracteristicile generale ale traductoarelor - 18 -
- 4.2.3.Tipuri de traductoare. Clasificare - 19 -
- 4.2.4. Principii de realizare. Exemple de traductoare - 20 -
- 4.3. Amplificatoare - 21 -
- 4.3.1. Noţiuni generale - 21 -
- 4.3.2. Tipuri de amplificatoare. Clasificare - 22 -
- 4.3.3. Caracteristici generale ale amplificatoarelor electrice - 23 -
- 4.3.4. Exemple de amplificatoare utilizate în scheme de automatizare - 24 -
- 4.4. Regulatoare - 25 -
- 4.4.1.Regulatoarea bipoziţionale şi tripoziţionale - 25 -
- 4.4.2. Regulatoare cu acţiune continuă - 27 -
- 4.5.Elemente de referinţă şi programare - 29 -
- 4.6. Elemente de execuţie - 30 -
- 4.6.1. Elemente de execuţie hidraulice - 30 -
- 4.6.2. Elemente de execuţie electrice - 31 -
- 4.6.3. Elemente de execuţie pneumatice - 33 -
- 5. REGLAREA AUTOMATĂ A PRINCIPALELOR MĂRIMI FIZICE DIN PROCESELE TEHNOLOGICE - 34 -
- 5.1. Structura standard a unui sistem de reglare automată - 34 -
- 5.2. Reglarea automată a presiunii - 36 -
- 5.3. Reglarea automată a debitului - 38 -
- 5.4. Reglarea automată a nivelului - 38 -
- 5.5. Reglarea automată a temperaturii - 39 -
- 5.6. Reglarea automată a pH-ului - 40 -
- 5.7. Structuri de sisteme de reglare automată - 40 -
- 5.7.1. Reglarea temperaturii apei, cu compensarea perturbaţiei - 40 -
- 5.7.2. Reglarea umidităţii hârtiei, cu compensarea unei mărimi auxiliare - 41 -
- 5.7.3. Reglarea în cascadă a valorii pH-ului unui lichid, cu compensarea a două mărimi intermediare - 41 -
- 5.7.4. Reglarea în cascadă a temperaturii într-un reactor chimic - 41 -
- 5.7.5. Reglarea automată a cursului unei nave maritime (un sistem de urmărire) - 42 -
- BIBLIOGRAFIE - 43 -
Extras din proiect
1. Argument
Omul, ca fiinţă superioară, a fost preocupat din cele mai vechi timpuri de a cunoaşte şi stăpâni natura, de a dirija fenomene ale naturii în scopul uşurării existentei sale.
În procesul cunoaşterii, omul urmăreşte evoluţia în timp a unor mărimi caracteristice in raport cu evoluţia altor mărimi, evidenţiind astfel grupul mărimilor care definesc „cauza” şi grupul mărimilor ce definesc "efectul". Observaţiile asupra presupuselor cauze şi efecte au condus şi conduc la evidenţierea unor legi, care, creând relaţiile dintre „cauze" şi „efecte", caracterizează fenomenele.
Stabilirea unor legi ce caracterizează fenomene ale naturii şi definirea unor modele ale fenomenelor au permis omului o cunoaştere şi interpretare aprofundată a multor fenomene, reuşind să le dirijeze în scopul îmbunătăţirii condiţiilor sale de viaţă, al reducerii eforturilor fizice şi intelectuale, al uşurării existenţei sale.
În acest proces, omul a parcurs următoarele etape:
- Etapa mecanizării, în care s-au creat pârghia, roata, scripeţii, multiplicatoarele de forţă de cuplu, ansambluri de calcul mecanizat etc., cu care omul şi-a uşurat eforturile fizice şi intelectuale pentru producerea de bunuri materiale.
- Etapa automatizării, în care omul a fost preocupat sa creeze mijloace materiale care să deducă sau să elimine complet intervenţia sa directă în desfăşurarea proceselor de producţie. Astfel, în aceasta etapă, omul desfăşoară cu precădere o activitate intelectuală, în funcţii de analiză, control şi conducere.
- Etapa cibernetizării şi automatizării, în care omul este preocupat de crearea unor asemenea obiecte materiale care să reducă funcţia de conducere generală a omului şi să dezvolte sistemul de informare. Astfel au fost create calculatoare şi sisteme automate de calcul cu ajutorul cărora pot fi stabilite strategii de conducere a proceselor de producţie şi sisteme de informatizare globală.
Ansamblul de obiecte materiale care asigura conducerea unui proces tehnic sau de altă natură fără intervenţia directă a omului reprezintă un echipament de automatizare.
Ştiinţa care se ocupa cu studiul principiilor şi aparatelor prin intermediul cărora se asigură conducerea proceselor tehnice fără intervenţia directă a omului poartă denumirea de Automatică. Automatizarea reprezintă introducerea în practică a principiilor automaticii.
Ansamblul format din procesul (tehnic) condus şi echipamentul de automatizare (de conducere) care asigură desfăşurarea procesului după anumite legi poartă denumirea de sistem automat.
Pentru o mai bună înţelegere a acestei teme şi pentru familiarizarea rapidă cu elemente şi limbajele tehnice, pe care un bun tehnician trebuie să le cunoască, am structurat această lucrare în 5 mari capitole, în care am încercat să fac o viziune uniformă şi generală asupra acestei ramuri a automatici, deoarece această ramură este într-o continuă expansiune şi modernizare, şi de aceea eu am încercat să o simplific şi să o fac mai pe înţelesul tuturor, şi a celor mai puţin familiarizaţi cu acest domeniu.
În Cap.2 Automatizarea procesului tehnologic – am încercat să explic importanţa automatizării în munca pe care o desfăşoară omul şi efectele automatizării procesului tehnologic în viaţa sa.
În Cap. 3 Sisteme de reglare automată – am început prin prezentarea schemei loc tipică a unui SRA şi apoi cu a scurtă clasificare a acestora şi câteva exemple mai uzuale.
În Cap. 4 Elementele sistemului de reglare automată – am prezentat elementele care intră în componenţa unui SRA şi anume: traductoare, amplificatoare, regulatoare, elemente de execuţie şi elemente de referinţă şi programare.
În Cap.5 Reglarea automată a principalelor mărimi fizice din procesele tehnologice – am prezentat felul în care se face reglarea următoarelor mărimi fizice în procesele tehnologice: presiune, nivel, debit, temperatură precum şi a anumitor structuri de SRA.
2. AUTOMATIZAREA PROCESULUI TEHNOLOGIC
Reglarea automată este acel ansamblu de operaţii, îndeplinit automat, prin care o mărime fizică este fie menţinută la o valoare prescrisă, constantă – numită consemn sau program fix – fie îşi modifică valoarea la intervale de timp date, conform unui anumit program, luând astfel o succesiune de valori prescrise (dinainte stabilite).
În cadrul reglării automate, se efectuează o comparaţie prin diferenţă a valorii măsurate a unei măsuri din procesul reglat, cu valoarea de consemn (sau program) şi se acţionează asupra procesului sau instalaţiei automatizate astfel încât să se obţină anularea acestei diferenţe (sau abateri).
2.1. Noţiuni privind automatizarea proceselor tehnologice
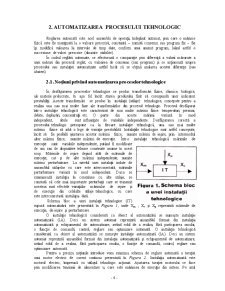
În desfăşurarea proceselor tehnologice se produc transformări fizice, chimice, biologice, ale materie prelucrate, în aşa fel încât starea produsului finit să corespundă unor indicatori prestabiliţi. Aceste transformări se produc în instalaţii (utilaje) tehnologice, concepute pentru a realiza una sau mai multe faze ale transformărilor din procesul tehnologic. Procesul desfăşurat într-o instalaţie tehnologică este caracterizat de mai multe mărimi fizice: temperaturi, presiuni, debite, deplasări, concentraţii etc. O parte din aceste mărimi variază în mod independent, altele sunt influenţate de variabile independente. Desfăşurarea corectă a procesului tehnologic presupune ca la fiecare instalaţie tehnologică, una sau mai multe mărimi fizice să aibă o lege de variaţie prestabilită. Instalaţiile tehnologice sunt astfel concepute, încât să fie posibilă ajustarea acestor mărimi fizice, numite mărimi de ieşire, prin intermediul altor mărimi fizice, numite mărimi de execuţie. Într-o instalaţie tehnologică mărimile de execuţie sunt variabile independente, putând fi modificate de om sau de dispozitive tehnice construite anume în acest scop. Mărimile de ieşire depind atât de mărimile de execuţie, cat şi de alte mărimi independente, numite mărimi perturbatoare. La nivelul unei instalaţii izolate de ansamblul utilajelor cu care este interconectată, mărimile perturbatoare variază în mod independent. Daca se examinează instalaţia în conexiune cu alte utilaje, se constată că cele mai importante perturbaţii care se transmit acesteia sunt efectele variaţiilor mărimilor de ieşire şi de execuţie din celelalte utilaje tehnologice, cu care este interconectată instalaţia dată.
Schema bloc a unei instalaţii tehnologice (IT) supusă automatizării este prezentată în Figura 1, unde Xm , Xe şi Xp reprezintă mărimile de execuţie, de ieşire şi perturbatoare.
O instalaţie tehnologică considerată ca obiect al automatizării se numeşte instalaţie automatizată (IA). Deci un sistem automat reprezintă ansamblul format din instalaţia automatizată şi echipamentul de automatizare, având rolul de a realiza, fără participarea omului, o funcţie de comandă, control, reglare sau optimizare automată. O instalaţie tehnologică considerată ca obiect al automatizării se numeşte instalaţie automatizată (IA). Deci un sistem automat reprezintă ansamblul format din instalaţia automatizată şi echipamentul de automatizare, având rolul de a realiza, fără participarea omului, o funcţie de comandă, control, reglare sau optimizare automată.
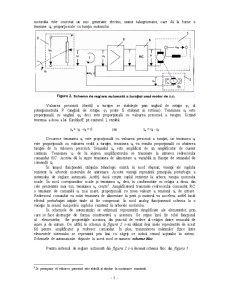
Pentru a preciza noţiunile introduse vom examina schema de reglare automată a turaţiei unui motor electric de curent continuu prezentată în Figura 2. Instalaţia automatizată este motorul electric, împreună cu utilajul tehnologic acţionat. Ajustarea turaţiei motorului se face prin modificarea tensiunii de alimentare u, care este mărimea de execuţie din sistem. Pe axul motorului este conectat un mic generator electric, numit tahogenerator, care dă la borne o tensiune ur, proporţionale cu turaţia motorului.
Valoarea prescrisă (dorită) a turaţiei se stabileşte prin unghiul de rotaţie φi al potenţiometrului P (unghiul de rotaţie, φi poate fi etalonat in rot/min). Tensiunea ui este proporţională cu unghiul φi, deci este proporţională cu valoarea prescrisă a turaţiei. Scriind teorema a doua a lui Kirchhoff pe conturul I, rezultă:
Preview document








































Conținut arhivă zip
- Sisteme de Reglare Automata.doc
Alții au mai descărcat și

Una din preocuparile mondiale în domeniul actionărinor electrice este creșterea eficienței energetice. Cu ajutorul imaginației putem echivala...

1.Introducere Automatica este ramura stiintei care se ocupa cu studiul metodelor si mijloacelor prin intermediul carora se asigura conducerea...

CAPITOLUL 1 SISTEME DE REGLARE AUTOMATĂ 1.1. Noțiuni introductive Sistemele de reglare automată (SRA) sau pe scurt, automatizarea, sunt des...

1. Introducere Scopul principal al unei sere este de a îmbunătăți condițiile de mediu în care plantele sunt crescute. Serele permit o monitorizare...

Introducere Etapa conducerii complexe a proceselor tehnologice a permis conceperea şi realizarea unor mijloace tehnice care asigură conducerea...

CAPITOLUL I. Dispozitivele de admisie ale sistemelor de propulsie 1.1. Cerinte. Rol functional Deplasarea unui vehicul aerian în atmosfera...

Argument Omul, ca fiinţă superioară, a fost preocupat din cele mai vechi timpuri de a cunoaşte şi stăpâni natura, de a dirija fenomene ale naturii...

Generalitati O definitie riguroasa a notiunii de sistem este inca greu de dat, nefiind precizat genul proxim fata de care notiunea sa-si puna in...
Te-ar putea interesa și

1.1 Generalitati Prin automatizarea proceselor de productie se urmareste eliminarea interventiei directe a omului în aceste procese, asigurându-se...
CAPITOLUL 1 SISTEME DE REGLARE AUTOMATĂ 1.1. Noțiuni introductive Sistemele de reglare automată (SRA) sau pe scurt, automatizarea, sunt des...

Capitolul I:TRADUCTOARE: I.1.Structura generală a unui traductor: În practică şi în tehnica automatizărilor,în vederea mărimilor fizice care...

Argument Automatica reprezintă totalitatea mijloacelor tehnice care permit neintervenţia omului in procesul de producţie. Este interesant de...

1.ARGUMENT Omul, ca fiinţă superioară, a fost preocupat din cele mai vechi timpuri de a cunoaşte şi stăpâni natura, de a dirija fenomene ale...

.Studiul elementului de întârziere de ordinul 1 1.1 Calculul răspunsului indicial prin rezolvarea ecuațiilor diferențiale T (dy(t))/dt +...

1.Consideratii generale privind simularea sistemelor dinamice. Un sistem dinamic liniar continuu, multivariabil, invariant în timp se poate modela...

1. Studiul elementului de intarziere de ordinul 1 1.1 Deducerea analitica a raspunsului indicial prin rezolvarea ecuatiei diferentiale Elementul...